CNC মেশিনে হাইড্রোলিক সিস্টেম কি?
CNC মেশিনে
সাধারনত পাওয়ার ট্রান্সমিশনের জন্য হাইড্রোলিক সিস্টেম ব্যাবহার করা হয়, যা কিনা
মেশিনের বিভিন্ন কাজ যেমন অটোমেটিক টুল চেঞ্জ, অটোমেটিক প্যালেট চেঞ্জ, স্পীন্ডল টুল ক্ল্যাম্প / আন-ক্ল্যাম্প ইত্যাদির বাধা অতিক্রম করার জন্য প্রয়োজনীয় প্রেসার তৈরি করতে
পারে। নিচে একটি সম্পুর্ন
হাইড্রোলিক সিস্টেমের ছবি দেওয়া হল
এবং CNC মেশিনের সম্পুর্ন হাইড্রোলিক সিস্টেম যে এলিমেন্টগুলির সমন্বয়ে তৈরি হয়,
তার তালিকা দেওয়া হল।

১। হাইড্রোলিক পাম্প ইউনিট
২। হাইড্রোলিক ফ্লুইড
৩। কনভেইং
এলিমেন্টস
৪। কন্ট্রোল
এলিমেন্টস
৫। হাইড্রোলিক অ্যাকচুয়েটারস
১। হাইড্রোলিক পাম্প ইউনিট
হাইড্রোলিক পাম্প ইউনিট হল একটি সম্পূর্ণ হাইড্রোলিক সিস্টেমের মুখ্য অংশ। CNC মেশিনে ব্যাবহৃত হাইড্রোলিক পাম্প ইউনিট সাধারনত আলাদাভাবে মেশিনের বাইরে
থাকে এবং হাইড্রোলিক হোস পাইপের সাহায্যে মেশিনে প্রেশারাইজড
হাইড্রোলিক অয়েল পাঠানো হয় এবং সেখান থেকেই বিভিন্ন
ডাইরেকশন কন্ট্রোল সলিনয়েড ভাল্বের মধ্যে দিয়ে হাইড্রোলিক প্রেশার মেশিনের বিভিন্ন
হাইড্রোলিক সার্কিট যেমন অটোমেটিক টুল চেঞ্জ, অটোমেটিক প্যালেট চেঞ্জ, ইত্যাদিতে
পাঠানো হয়। একটি হাইড্রোলিক পাম্প ইউনিট কতগুলি আলাদা আলাদা
এলিমেন্টের সমন্নয়ে তৈরি হয়, এগুলি হল নিম্নরুপ। পাশে একটি হাইড্রোলিক পাম্প ইউনিটের বা পাওয়ার প্যাকের ছবি দেওয়া হল।

·
হাইড্রোলিক পাম্প
·
মোটর
·
ব্রীদার কাম ফিল্টার
·
অয়েল লেভেল গেজ
·
সাকশান স্টেইনার ও রিটার্নলাইন
ফিল্টার
·
প্রেসার রেগুলেটারের
·
প্রেসার গেজ
·
রিজার্ভার
হাইড্রোলিক পাম্প
হাইড্রোলিক পাম্প রিজার্ভার থেকে হাইড্রোলিক অয়েল পাম্প করে তোলে এবং ঐ
প্রেসারাইজড অয়েল ডাইরেকশন কন্ট্রোল সলিনয়েড ভাল্বের মধ্য দিয়ে মেশিনের বিভিন্ন
হাইড্রোলিক সার্কিটে পাঠিয়ে থাকে। হাইড্রোলিক প্রেশার তৈরির
জন্য প্রধানত তিন ধরনের হাইড্রোলিক পাম্প ব্যাবহার করা হয়। এগুলি হল পিস্টন পাম্প, ভেন পাম্প এবং গীয়ার পাম্প। এগুলির মধ্যে ভেন পাম্প হল
একটি রোটারি পজিটিভ ডিসপ্লেসমেন্ট হাইড্রোলিক পাম্প যা থেকে
স্মুদ প্রেসারাইজড লিক্যুইড ফ্লো পাওয়া যায় এবং এটিকে সহজেই একটি সাধারন ইন্ডাকশান
মোটরের সাহায্যে চালানো যায়। তাই ভেন পাম্পই বেশিরভাগ CNC
মেশিনের হাইড্রোলিক
পাম্প ইউনিটে ব্যাবহৃত হয়। সাধারনত এই পাম্পের
স্পীড কন্সট্যান্ট থাকে এবং প্রতিটি রোটেশানে একই পরিমান অয়েল হাইড্রোলিক সার্কিটে
পাঠিয়ে থাকে। এখানে একটি প্রেসার
রেগুলেটারের সাহায্যে হাইড্রোলিক পাম্পের আউটপুট প্রেসার কম বা বেশী করা যায়। যদিও অন্য দুই ধরনের
হাইড্রোলিক পাম্পও কিছু কিছু CNC মেশিনে
ব্যাবহৃত হয়। নিচে একটি ভেন পাম্পের
ছবি দেওয়া হল।

হাইড্রোলিক পাম্প ইউনিটের পাম্পকে
চালানোর জন্য সাধারনত থ্রি-ফেজ ইন্ডাকশান মোটরই ব্যাবহার করা হয়, এবং পাম্পের ক্যাপাসিটির উপর নির্ভর করেই
এই মোটরের ক্যাপাসিটি কত কিলোওয়াট হবে তা নির্নয় করা হয়। হাইড্রোলিক পাম্প ইউনিট কখনো বন্ধ করা হয় না, যতক্ষণ CNC মেশিন চালু থাকে, ততক্ষণই হাইড্রোলিক পাম্পকেও চালু
রাখতে হয়, এবং ইন্ডাকশান মোটরও ততক্ষণ চালু থাকে। তাই হাইড্রোলিক পাম্প ইউনিটে সাধারনত হাই এফিসিয়েন্সির ইন্ডাকশান মোটরই
ব্যাবহৃত হয়ে থাকে।
ব্রীদার কাম ফিল্টার
হাইড্রোলিক পাম্প ইউনিটের অয়েল রিজার্ভারের উপরের প্লেটে সাধারনত ব্রীদার
কাম ফিল্টার লাগানো থাকে। ব্রীদার কাম ফিল্টারের কাজ হল
অয়েল রিজার্ভারের মধ্যে অ্যাটমোস্ফেয়ারিক প্রেশার ঠিক রাখা এবং রিজার্ভারের মধ্যে
হাইড্রোলিক অয়েল ঢালার সময় যাতে অয়েলের সাথে সাথে কোন অবাঞ্ছিত বস্তু অয়েল রিজার্ভারের মধ্যে না ঢোকে তা প্রতিহত করা।
অয়েল লেভেল গেজ
অয়েল লেভেল গেজ হাইড্রোলিক অয়েল রিজার্ভারের গায়েই বসানো থাকে এবং এটি স্বচ্ছ ও এতে মিনিমাম ও ম্যাক্সিমাম দুটি দাগ টানা থাকে যা কিনা
অয়েল রিজার্ভারের মধ্যের হাইড্রোলিক অয়েলের লেভেল বা পরিমাপ নির্দেশ করে।
সাকশান স্টেইনার ও রিটার্নলাইন ফিল্টার
হাইড্রোলিক পাম্প ইউনিটে সাকশান স্টেইনার এবং রিটার্ন লাইন ফিল্টার লাগানো
হয় হাইড্রোলিক অয়েলের মধ্যে যদি ডার্ট বা কোন অবাঞ্ছিত বস্তু থাকে তবে সেটা যেন
কোনমতেই হাইড্রোলিক পাম্পের মধ্যে না ঢোকে তা সুনিশ্চিত করার জন্য। হাইড্রোলিক পাম্প ইউনিটে
ব্যাবহৃত স্টেইনার এবং ফিল্টার সাধারনত খুবই সূক্ষ্ম তারের জালি দিয়ে বানানো হয়। হাইড্রোলিক পাম্প যে পাইপের সাহায্যে অয়েল রিজার্ভার থেকে অয়েল টেনে তোলে,
সাকশান স্টেইনার সেই পাইপের মুখে লাগানো হয় এবং প্রেসারাইজড হাইড্রোলিক অয়েল
মেশিনের হাইড্রোলিক সার্কিটের মধ্যে দিয়ে ঘুরে আবার যে পাইপের সাহায্যে অয়েল
রিজার্ভারে ফিরে আসে, সেই পাইপের মুখে রিটার্ন লাইন ফিল্টার লাগানো থাকে।
প্রেসার রেগুলেটার
হাইড্রোলিক পাম্প মেক্যানিকাল এনার্জিকে হাইড্রোলিক এনার্জিতে পরিবর্তন করে এবং সেটি মেশিনের হাইড্রোলিক অ্যাকচুয়েটরগুলিতে যেমন সিলিন্ডার ইত্যাদিতে পাঠিয়ে থাকে,
এবং ওই সিলিন্ডারের পিস্টনের সম্পুর্ণ মুভমেন্টের সাহায্যে মেশিনের বিভিন্ন ধরনের
কাজ করানো হয়। এবার হাইড্রোলিক প্রেশারের
জন্য যখন ঐ সিলিন্ডারের পিস্টনের মুভমেন্ট পুরোপুরি সম্পন্ন হয়, তখন কাজটি
সম্পুর্ণ হয়ে যায় এবং এর পর আর সিলিন্ডারের পিস্টনের
মুভমেন্ট সম্ভব হয় না। কিন্তু একটি পজিটিভ ডিস্প্লেসমেন্ট হাইড্রোলিক পাম্প যেহেতু ক্রমাগত প্রেশার তৈরি করতে থাকে, তাই এই
প্রেশার সমস্ত হাইড্রোলিক অ্যাকচুয়েটরগুলির উপরও ক্রমাগত চাপ
বাড়িয়ে যেতে থাকে। ফলে এক সময় হাইড্রোলিক
অ্যাকচুয়েটরগুলি বা হাইড্রোলিক হোসগুলি
হাই প্রেশারের জন্য ফেটে যেতে পারে বা খারাপ হয়ে
যেতে পারে। এই অবস্থা যাতে না হয় তাই হাইড্রোলিক পাম্পের সাথেই একটি প্রেসার রেগুলেটার লাগানো হয়, যেটি হাইড্রোলিক পাম্পের
দ্বারা উৎপন্ন প্রেশারকে কন্ট্রোল করে, পাম্প করা অতিরিক্ত ফ্লুইডকে সরাসরি আবার
হাইড্রোলিক রিজার্ভারে পাঠিয়ে।
প্রেসার গেজ
হাইড্রোলিক পাম্প ইউনিটে সাধারনত বার্ডেন টিউব টাইপ প্যানেল মাউন্টেড বা বটম এন্ট্রি টাইপ প্রেসার গেজ ব্যাবহার করা হয়। প্রেসার গেজ মুখ্যত হাইড্রোলিক পাম্পের আউটপুট প্রেসার কত তা নির্দেশ করে। হাইড্রোলিক প্রেসার গেজের সাথে কখনো কখনো গেজ আইসোলেটার নামক একটি ডিভাইস ব্যাবহার করা হয়, যেটা কিনা একটিই প্রেসার গেজের সাহায্যে বিভিন্ন হাইড্রোলিক সার্কিটের প্রেশার কত তা নির্দেশ করে থাকে। কোন হাইড্রোলিক সার্কিটের প্রেশার কত তা দেখার জন্য এই আইসোলেটার ডিভাইসটির ডায়ালকে ঘুরিয়ে নির্দিষ্ট অবস্থানে নিয়ে আসা হয় এবং এরপর ডায়ালে চাপ দিয়ে ধরলে সংশ্লিষ্ট লাইনের হাইড্রোলিক প্রেশার কত তা প্রেসার গেজ নির্দেশ করে। নিচে হাইড্রোলিক প্রেসার গেজের একটি ছবি দেওয়া হল।

রিজার্ভার একটি হাইড্রোলিক পাম্প ইউনিটে
থাকে মূলত হাইড্রোলিক অয়েলকে স্টোর করে রাখার জন্য। হাইড্রোলিক পাম্প সরাসরি পাইপের সাহায্যে এই রিজার্ভার থেকে প্রয়োজনীয় অয়েল টেনে নেয় এবং মেশিনের হাইড্রোলিক সিস্টেমের অয়েল রিটার্ন লাইনের মধ্যে দিয়ে সরাসরি এই রিজার্ভারে পাঠানো হয়।
২। হাইড্রোলিক ফ্লুইড
হাইড্রোলিক ফ্লুইড বা অয়েল যে
কোন হাইড্রোলিক সিস্টেমের একটি খুবই গুরুত্বপূর্ণ
অংশ, কারন এর উপরেই একটি হাইড্রোলিক সিস্টেমের পারফর্মেন্স সম্পূর্ণ নির্ভর করে থাকে। সবসময় পরিস্কার এবং হাই কোয়ালিটির ফ্লুইড হাইড্রোলিক সিস্টেমের এফিসিয়েন্সি বাড়াতে সাহায্য করে। ভিস্কোসিটিও (viscosity) হাইড্রোলিক ফ্লুইডের আর
একটি খুবই গুরুত্বপূর্ণ প্রপার্টি। লো ভিস্কোসিটির ফ্লূইড
হাইড্রোলিক সিস্টেমের মধ্যে লিকেজ (leakage) বাড়িয়ে দেয় এবং হাই ভিস্কোসিটির ফ্লূইড
হাইড্রোলিক লাইন এবং ভাল্বের মধ্যে প্রেশার
ড্রপ বাড়িয়ে দেয়। এই কারনেই হাইড্রোলিক পাম্প এবং
মেশিনে ব্যাবহৃত ভাল্বের চরিত্র অনুযায়ী সঠিক ভিস্কোসিটির ফ্লূইড
হাইড্রোলিক সিস্টেমের জন্য নির্বাচন করা খুবই
প্রয়োজন। এছাড়াও হাইড্রোলিক ফ্লুইডের
ভালো লুব্রিসিটি (lubricity) গুণও থাকা
দরকার, যাতে কিনা ভাল্বের মধ্যের স্পুলের ক্ষয়ক্ষতি (wear and
tear) কম হয় এবং মেশিনে ব্যাবহৃত হাইড্রোলিক
এলিমেন্টসগুলিতে সহজে রাস্ট বা করোশান না হয়। পেট্রোলিয়াম
বেসড ফ্লুইডই সাধারনত হাইড্রোলিক সিস্টেমে
বেশি ব্যাবহার করা হয় এবং এতে উপরিউক্ত ফ্লুইডের সমস্ত গুনগুলিই পাওয়া যায়। Servo system 32, Servo system HLP 32, Servo Cirol 46 ইত্যাদি হল CNC মেশিনের হাইড্রোলিক সিস্টেমে
ব্যাবহৃত এবং বহুল প্রচলিত কিছু হাইড্রোলিক ফ্লুইড বা অয়েল । নিচে হাইড্রোলিক ফ্লুইডের ছবি দেওয়া হল।

৩। কনভেইং এলিমেন্টস
হাইড্রোলিক সিস্টেমের প্রেশারাইজড ফ্লুইডকে কন্ট্রোল
এলিমেন্টসের মধ্যে দিয়ে বিভিন্ন অ্যাক্টিভেটরসে
সাধারনত দুই ধরনের পাইপের মধ্যে দিয়ে পাঠানো হয়। এগুলি
হল স্টিল এবং রেইনফোর্সমেন্ট (reinforcement) টাইপ
হাইড্রোলিক পাইপ। যদিও CNC মেশিনে
রেইনফোর্সমেন্ট টাইপ হাইড্রোলিক পাইপই বেশি
ব্যাবহার হয়, কারন এগুলি ফ্লেক্সিবল হওয়ার ফলে মেশিনের বিভিন্ন মুভিং অংশের মধ্যে
দিয়ে সহজেই এই পাইপগুলি রুটিং (routing) করা সম্ভব। রেইনফোর্সমেন্ট
টাইপ হাইড্রোলিক পাইপ তিনটি আলাদা আলাদা লেয়ার
দিয়ে তৈরি করা হয়। পাইপের একদম ভিতরের লেয়ার যার মধ্যে দিয়ে হাইড্রোলিক প্রেশারাইজড ফ্লুইড চলাচল করে থাকে, সাধারনত সিন্থেটিক
রাবার, থার্মোপ্লাস্টিক ইত্যাদি দিয়ে তৈরি হয়। এর
পরেই থাকে রেইনফোর্সমেন্ট লেয়ার যেখানে এক বা একাধিক তারের বিনুনি দিয়ে খাপের মত (sheaths of braided
wire) তৈরি করা হয়, যাকে ভিতরের পাইপের উপর শক্তভাবে জড়ানো হয়। পাইপের
এই লেয়ারটির উপরেই নির্ভর করে ঐ হাইড্রোলিক পাইপটির
মধ্যে দিয়ে কত পরিমান হাইড্রোলিক প্রেশার
কনভেইং করা সম্ভব। এবং সবশেষে পাইপের একদম বাইরের অংশে থাকে জল এবং তেল নিরোধক
সিন্থেটিক রাবারের কভার। সুতরাং একটি CNC মেশিনের
হাইড্রোলিক সিস্টেমের প্রেশার এবং মেশিনের কোন
অংশে তা ব্যাবহার করা হবে তার উপর নির্ভর করেই হাইড্রোলিক
পাইপ নির্বাচন করা হয়ে থাকে।

৪। কন্ট্রোল এলিমেন্টস
CNC মেশিনে একটি হাইড্রোলিক
সিস্টেমে বিভিন্ন ধরনের কন্ট্রোল এলিমেন্টস
ব্যাবহার করা হয়। এই এলিমেন্টসগুলির মূল
কাজই হল হাইড্রোলিক প্রেশার লাইনকে ব্যাবহার করে মেশিনের
প্রয়োজন অনুযায়ী বিভিন্ন হাইড্রোলিক অ্যাক্টিভেটরসকে
চালনা করা। এছাড়াও কিছু হাইড্রোলিক এলিমেন্টস যেমন ফ্লো কন্ট্রোল, প্রেশার
রিডিউসিং ইত্যাদি CNC মেশিনে আলাদা আলাদা উদ্দেশ্যে
ব্যাবহৃত হয়ে থাকে। পরবর্তীতে এদের সম্মন্ধে বিশদভাবে আলোচনা করা হল।
হাইড্রোলিক
ভাল্ব কি?
যে
কোন ফ্লুইডের ফ্লো রেট, প্রেশার এবং ডাইরেকশনকে
কন্ট্রোল করার জন্য সাধারনত ভাল্বের ব্যাবহার হয়ে থাকে। হাইড্রোলিক
সিস্টেমের প্রেশার সাধারনত নিউম্যাটিক প্রেশারের তুলনায় বেশী হয়, তাই হাইড্রোলিক
সিস্টেমে ব্যাবহৃত ভাল্বের গঠন নিউম্যাটিক সিস্টেমে ব্যাবহৃত ভাল্বের তুলনায় অনেক
দৃঢ় ও শক্ত হয়। এই কারনে হাইড্রোলিক সিস্টেমের ভাল্ব তৈরিতে স্টিল ব্যাবহৃত
হয়, এবং নিউম্যাটিক সিস্টেমের ভাল্ব অ্যালুমিনিয়াম বা পলিমার দিয়ে তৈরি করা হয়। ভাল্ব
সাধারনত কর্মপদ্ধতি ও গঠন অনুযায়ী বিভিন্ন ধরনের হয় এবং CNC মেশিনে
তাদের বিভিন্ন উদ্দেশ্যে ব্যাবহার করা হয়। পরবর্তিতে শুধুমাত্র
·
ডাইরেকশন কন্ট্রোল ভাল্ব
·
প্রেশার কন্ট্রোল ভাল্ব
·
ফ্লো কন্ট্রোল ভাল্ব
ডাইরেকশন কন্ট্রোল ভাল্ব
ডাইরেকশন
কন্ট্রোল ভাল্ব কোন প্রেসারাইজড ফ্লুইডকে একটি নির্দিষ্ট দিকে চালনা করার জন্য
ব্যাবহার করা হয়। কাজের ধরন এবং কর্মপদ্ধতি অনুযায়ী
ডাইরেকশন কন্ট্রোল ভাল্বও আবার বিভিন্ন
ধরনের হয়, যেমন সলিনয়েড অপারেটেড ডাইরেকশন কন্ট্রোল ভাল্ব, পোপেট ভাল্ব, রোটারি
ভাল্ব, কার্টিজ ভাল্ব ইত্যাদি। তবে CNC মেশিনে
সাধারনত সলিনয়েড অপারেটেড বিভিন্ন ধরনের ডাইরেকশন কন্ট্রোল ভাল্বই বেশী ব্যাবহৃত
হয়। তাই এই নিবন্ধে শুধুমাত্র সলিনয়েড অপারেটেড ডাইরেকশন
কন্ট্রোল ভাল্ব সম্মন্ধেই আলোচনা করা হয়েছে। নিচে একটি সলিনয়েড অপারেটেড ডাইরেকশন
কন্ট্রোল ভাল্ব কিভাবে কাজ করে তা দেখানো হয়েছে।
সলিনয়েড
অপারেটেড ডাইরেকশন কন্ট্রোল ভাল্ব
এই
ধরনের ভাল্বের মূলত দুটি অংশ রয়েছে, প্রথমটি সলিনয়েড অংশ ও অপরটি ভাল্ব অংশ। সলিনয়েড
অংশের কর্মপদ্ধতি সব ধরনের ভাল্বের ক্ষেত্রেই মোটামুটি একই হয়, কিন্তু ভাল্বের গঠন
ও তার কর্মপদ্ধতি অনুযায়ী এই ধরনের ভাল্ব
প্রধানত দুই প্রকারের হয়, যেমন ডাইরেক্ট অপারেটেড সলিনয়েড ভাল্ব এবং ইনডাইরেক্ট বা
পাইলট বা সার্ভো অপারেটেড সলিনয়েড ভাল্ব। CNC মেশিনে
প্রধানত বিভিন্ন ধরনের ডাইরেক্ট অপারেটেড সলিনয়েড ভাল্বই বেশী ব্যাবহৃত হয়, যদিও
মেশিনের প্রয়োজন অনুযায়ী পাইলট বা সার্ভো অপারেটেড সলিনয়েড ভাল্বও কখনো কখনো
ব্যাবহার করা হয়। ডাইরেক্ট অপারেটেড সলিনয়েড ভাল্বও গঠন অনুযায়ী বিভিন্ন
প্রকারের হয়ে থাকে। নিচে এই দুই ধরনের ভাল্বের সম্মন্ধে বিস্তৃত আলোচনা করা হল।
ডাইরেক্ট
অপারেটেড সলিনয়েড ভাল্ব
যে কোন মেশিনের ফ্লুইড প্রেশারের ডাইরেকশনকে কন্ট্রোল করার জন্য অর্থাৎ প্রেসারাইজড ফ্লুইডকে কোন একটি নির্দিষ্ট দিকে চালনা করার জন্য এই ধরনের ভাল্বই সবথেকে বেশী ব্যাবহৃত হয় এবং যে কোন CNC মেশিনেও এই ধরনের ভাল্বই সবথেকে বেশী দেখতে পাওয়া যায়। এই ধরনের ভাল্বকে কন্ট্রোল করার জন্য একটি সলিনয়েড ব্যাবহার করা হয় এবং ঐ সলিনডের ভিতরেই একটি আয়রন প্লাঞ্জার থাকে। যখন ঐ সলিনডের মধ্য দিয়ে কারেন্ট ফ্লো করা হয়, তখন ঐ আয়রন প্লাঞ্জারটি ম্যাগনেটাইজড হয়ে যায় এবং সেটি সলিনয়েড কয়েলের বাইরের দিকে বেরিয়ে যাওয়ার চেষ্টা করে। একটি স্প্রিংকে ঐ প্লাঞ্জারটির বাইরের দিকে বেরিয়ে যাওয়ার ঠিক বিপরিত দিকে চাপ দিয়ে আটকানো থাকে, ফলে প্লাঞ্জারটি স্প্রিং টেনশানের বিপরিতে মুভমেন্ট করে থাকে। সলিনয়েড কয়েলটির মধ্যে কারেন্ট ফ্লো বন্ধ করা হলে স্প্রিং টেনশানের জন্য পুনরায় প্লাঞ্জারটি আবার নিজের অবস্থানে ফিরে আসে। সলিনয়েড কয়েলের ভিতরের এই প্লাঞ্জারটিই হল ভাল্বের ভিতরের ডাইরেকশন কন্ট্রোল স্পুল। অর্থাৎ ঐ স্পুলকে মুভমেন্ট করিয়েই প্রেসারাইজড ফ্লুইডের ডাইরেকশনকে কন্ট্রোল করা হয়। এই ধরনের ভাল্বে কখনো একটি বা কখনো দুটি সলিনয়েড কয়েলের সাহায্যে ফ্লুইডের ডাইরেকশনকে কন্ট্রোল করা হয়। কোন মেশিনের প্রয়োজন অনুযায়ী প্রেসারাইজড ফ্লুইডের মুভমেন্ট ও তার কন্ট্রোলও বিভিন্ন ধরনের হয়, এবং তার জন্য ব্যাবহৃত সলিনয়েড ভাল্বের ভিতরের গঠনও বিভিন্ন ধরনের হয়ে থাকে। যেমন 2/2, 3/2, 4/3, 5/3 ডাইরেকশন কন্ট্রোল ভাল্ব ইত্যাদি। নিচের ছবিতে CNC মেশিনে সবথেকে বেশী ব্যাবহৃত একটি 4/3 ডাইরেকশন কন্ট্রোল ভাল্বের ছবি ও তার কর্মপদ্ধতি সম্মন্ধে দেখানো হল।

উপরের
ছবি অনুযায়ী একটি 4/3 ডাইরেকশন
কন্ট্রোল ভাল্বের অর্থ এই ভাল্বের মধ্যে চারটি পোর্ট রয়েছে এবং ভাল্বটি তিনটি আলাদা অবস্থানে থাকতে পারে অর্থাৎ ভাল্বটির
তিনটি আলাদা পজিশান হতে পারে।। চারটি পোর্টের
মধ্যে A এবং B পোর্ট দুটি ভাল্বের আউটপুট লাইন অর্থাৎ ঐ পোর্টদুটি থেকে প্রেশার লাইন
কোন অ্যাকচুয়েটারের (এক্ষেত্রে সিলিন্ডারে) সাথে সংযোগ করা থাকে।
P পোর্টকে পাম্পের প্রেশার লাইনের সাথে সংযোগ করা হয়,
এবং T পোর্টটি হল ট্যাঙ্ক লাইন অর্থাৎ প্রেসারাইজড ফ্লুইড এই পোর্ট দিয়ে পুনরায়
ট্যাঙ্কে ফিরে আসে। S1 এবং S2
দুটি সলিনয়েড কয়েল, যার সাহায্যে ভাল্বের ভিতরের স্পুলটিকে দুদিকে মুভমেন্ট করানো
হয়। আগেই বলা হয়েছে ভাল্বটির তিনটি
অবস্থা থাকতে পারে, ভাল্বটির এই তিনটি অবস্থা বোঝানোর জন্য নিচের তিনটি আলাদা ছবির সাহায্য
নেওয়া হয়েছে।

প্রথম ছবিটিতে ভাল্বটির মধ্যবর্তী অবস্থা দেখানো হয়েছে, ঐ অবস্থায় S1 এবং S2 কোন সলিনয়েডই অ্যাক্টিভেট থাকে না এবং ঐ
অবস্থায় ভাল্বের P, T, A এবং B লাইন একে
অন্যের সাথে সম্পুর্ন ব্লক থাকে এবং ফলে আউটপুট
লাইন A এবং B কোন লাইনেই কোন ফ্লুইড প্রেশার পৌঁছায় না, ফলে অ্যাকচুয়েটারেরও কোন মুভমেন্ট হয় না (অ্যাকচুয়েটার পুর্বের শেষ অবস্থানেই থাকে)। এখন দ্বিতীয় ছবি অনুযায়ী যদি S1 সলিনয়েডটিকে
অ্যাক্টিভেট করা হয়, তবে ভাল্বের ভিতরের স্পুলের মুভমেন্ট বামদিকে হবে এবং পাম্পের
প্রেশার লাইন P থেকে ফ্লুইড প্রেশার A লাইনের মধ্যে দিয়ে সিলিন্ডারে পৌঁছাবে এবং সিলিন্ডারটির
পিষ্টনটিকে ভিতরের দিকে ঠেলে দেবে। এবং তার সাথে সাথে ঐ সিলিন্ডারের নিচের অংশের জমা ফ্লুইড B লাইনের মধ্যে দিয়ে এবং ভাল্বের T পোর্টের
মধ্যে দিয়ে ট্যাঙ্কে ফিরে আসবে। আবার তৃতীয় ছবি অনুযায়ী যদি S2 সলিনয়েডটিকে অ্যাক্টিভেট করা হয়, তবে ভাল্বের
ভিতরের স্পুলের মুভমেন্ট ডানদিকে হবে, এবং তখন পাম্পের প্রেশার লাইন P থেকে ফ্লুইড প্রেশার B লাইনের
মধ্যে দিয়ে সিলিন্ডারে পৌঁছাবে এবং সিলিন্ডারটির পিষ্টনটিকে বাইরের দিকে ঠেলে দেবে ও সিলিন্ডারের উপরের অংশের জমা
ফ্লুইড A লাইনের মধ্যে দিয়ে এবং ভাল্বের T পোর্টের মধ্যে দিয়ে ট্যাঙ্কে ফিরে
যাবে। এভাবেই
দুদিকের সলিনয়েডকে অপারেট করে ভাল্বের সাহায্যে কোন অ্যাকচুয়েটারের (এক্ষেত্রে সিলিন্ডারের)
মুভমেন্ট করানো হয়। CNC মেশিনে ব্যাবহৃত বিভিন্ন ধরনের অ্যাকচুয়েটারের জন্য সলিনয়েড ভাল্বের
আভ্যন্তরীণ গঠনও বিভিন্ন ধরনের হয়ে থাকে।

ইনডাইরেক্ট বা পাইলট বা
সার্ভো অপারেটেড সলিনয়েড ভাল্ব
এই ধরনের ভাল্বে মেইন ভাল্বের সাথেই একটি আলাদা ভাল্ব ব্যাবহার করা হয়, যাকে পাইলট ভাল্ব বলা হয়। এবং ঐ ভাল্বের গঠন বা ডিজাইন এমনভাবে করা হয়, যাতে প্রেশার লাইন থেকে ফ্লুইড প্রেশার সরু চ্যানেলের মধ্য দিয়ে পাইলট ভাল্বের মধ্যে পৌছায়, ফলে পাইলট ভাল্বের মধ্যের ফ্লুইড প্রেশার মেইন প্রেশার থেকে অনেক কম হয়। এখন ঐ পাইলট ভাল্বের কম প্রেশারের ফ্লুইডকেই কন্ট্রোল করা হয় এবং তার সাহায্যেই মূল ভাল্বের মধ্যে দিয়ে বেশী প্রেশারের ফ্লুইডকে কন্ট্রোল করা হয়ে থাকে। এই ধরনের ভাল্বে যেহেতু পাইলট ভাল্বের মধ্যে খুব কম প্রেশারের ফ্লুইডকে কন্ট্রোল করার প্রয়োজন হয়, তাই এক্ষেত্রে সলিনয়েডকে অপারেট করার জন্য খুব সামান্য পরিমান ইলেক্ট্রিক্যাল পাওয়ারের প্রয়োজন হয়। যে ধরনের CNC মেশিনে খুব বেশী পরিমানের হাইড্রোলিক প্রেশারকে কন্ট্রোল করার প্রয়োজন হয়, সেক্ষেত্রে এই ধরনের পাইলট বা সার্ভো অপারেটেড সলিনয়েড ভাল্ব ব্যাবহার করা হয়ে থাকে। নিচে পাইলট অপারেটেড ডাইরেকশন কন্ট্রোল ভাল্বের ছবি দেওয়া হল।

প্রেশার
কন্ট্রোল ভাল্ব
এই
ভাল্বের সাহায্যে সাধারনত কোন লাইনের মধ্যের হাইড্রোলিক প্রেশারকে কন্ট্রোল করা হয়। এখানে
একটি throttling orifice থাকে, যাকে কন্ট্রোল করে
অর্থাৎ অরিফিসের ওপেনিং কম বা বেশী করে প্রেশারকে কম বা বেশী করা হয়। কাজের
পদ্ধতি অনুযায়ী প্রেশার কন্ট্রোল ভাল্বও বিভিন্ন ধরনের হয়, এগুলি হল প্রেশার রিলিফ
ভাল্ব, প্রেশার রিডিউসিং ভাল্ব, সিকোয়েন্স ভাল্ব, আনলোডিং ভাল্ব এবং কাউন্টার
ব্যালেন্স ভাল্ব। এগুলির মধ্যে প্রেশার রিলিফ ভাল্ব প্রায় সব ধরনের
হাইড্রোলিক সিস্টেমেই দেখতে পাওয়া যায়। নিচে একটি প্রেশার রিলিফ ভাল্ব
সম্মন্ধে বিস্তৃত আলোচনা করা হয়েছে।
নিচে
দেওয়া ছবি অনুযায়ী একটি প্রেশার রিলিফ ভাল্বের দুটি ওয়ার্কিং পোর্ট রয়েছে, যার
মধ্যে একটি হাইড্রোলিক পাম্পের সাথে এবং অপরটি হাইড্রোলিক ট্যাঙ্কের সাথে সরাসরি
সংযোগ করা থাকে। ভাল্বের মধ্যেই একটি অ্যাডজাস্টেবল
স্প্রিং ও সেই স্প্রিং এর টেনশানকে বাইরে থেকে অ্যাডজাস্ট
করার জন্য একটি নব থাকে। একটি পোপেটকে (poppet) ঐ স্প্রিং এর সাহায্যে ভাল্বের ভিতরের পাম্পের প্রেশার
লাইনের উপরে ঠিকঠাক বসানো থাকে। নব ঘুরিয়ে ঐ অ্যাডজাস্টেবল
স্প্রিং এর সাহায্যে পোপেটকে প্রয়োজন অনুযায়ী হাইড্রোলিক
সিস্টেম প্রেশারের সমান প্রেশারে রাখা হয়। এখন যদি কোন কারনে হাইড্রোলিক সিস্টেমে
প্রেশার বেড়ে যায়, তবে ঐ অতিরিক্ত হাইড্রোলিক প্রেশারের
ফলে পপেটটি তার নিজের অবস্থান থেকে উপরের দিকে উঠে যায়, এবং অতিরিক্ত হাইড্রোলিক অয়েল ট্যাঙ্ক লাইনের মধ্যে দিয়ে হাইড্রোলিক অয়েল ট্যাঙ্কে চলে যায়। আবার হাইড্রোলিক
প্রেশার কম হলে পপেটটি স্প্রিং টেনশানের জন্য পুনরায় তার নিজের অবস্থানে ফিরে আসে। এভাবেই প্রেশার কন্ট্রোল ভাল্বের
সাহায্যে কোন হাইড্রোলিক সিস্টেম
প্রেশারকে একটি নির্দিষ্ট মানে ধরে রাখা হয়। নিচে একটি প্রেশার রিলিফ
ভাল্বের ছবি দেওয়া হল।

এছাড়াও অন্যান্য প্রেশার কন্ট্রোল ভাল্বগুলির মধ্যে “প্রেশার রিডিউসিং ভাল্ব” যা কিনা বিভিন্ন হাইড্রোলিক ব্রাঞ্চ লাইনে যেখানে মেইন হাইড্রোলিক প্রেশারকে লিমিট করার প্রয়োজন হয়, সেখানে ব্যাবহার করা হয়। এছাড়া “সিকোয়েন্স ভাল্ব” হাইড্রোলিক প্রেশারকে প্রিডিটারমাইন্ড সিকোয়েন্সে ডাইভার্ট করার জন্য, “আনলোডিং ভাল্ব” হাইড্রোলিক পাম্পকে একটি মিনিমাম লোডে কাজ করানোর জন্য এবং “কাউন্টার ব্যালেন্স” ভাল্ব কোন ভার্টিক্যাল লোডকে পড়ে যাওয়ার হাত থেকে বাঁচাতে একটি ব্যাক প্রেশার দেওয়ার জন্য ব্যাবহার করা হয়ে থাকে। নিচে প্রেশার রিডিউসিং ভাল্ব এবং সিকোয়েন্স ভাল্বের ছবি দেওয়া হল।

ফ্লো কন্ট্রোল ভাল্ব
ফ্লো কন্ট্রোল ভাল্ব কোন হাইড্রোলিক
সিস্টেমে ব্যাবহার করা হয় মূলত ঐ সিস্টেমের সাথে যুক্ত বিভিন্ন হাইড্রোলিক
অ্যাকচুয়েটরের অপারেটিং স্পিডকে কম বা বেশী করার জন্য। ফ্লো কন্ট্রোল ভাল্বের সাহায্যে কোন হাইড্রোলিক সার্কিটের মধ্যের হাইড্রোলিক
অয়েলের ফ্লো রেটকে কন্ট্রোল করা হয়, এবং এর ফলে
হাইড্রোলিক অ্যাকচুয়েটরের অপারেটিং স্পিডকেও কন্ট্রোল করা সম্ভব হয়। কোন অ্যাকচুয়েটরের অপারেটিং স্পিডকে কন্ট্রোল করার
জন্য ফ্লো কন্ট্রোল ভাল্বকে
হাইড্রোলিক সার্কিটের মধ্যে প্রধানত তিন ভাবে ব্যাবহার করা হয়, এগুলি হল মিটার-ইন-সার্কিট (Meter-in-circuit), মিটার-আউট-সার্কিট
(Meter-out-circuit) এবং ব্লিড-অফ-সার্কিট (Bleed-off-circuit)। মিটার-ইন-সার্কিটে ফ্লো কন্ট্রোল ভাল্বকে পাম্পের প্রেশার লাইন এবং
অ্যাকচুয়েটরের ইনকামিং প্রেশার লাইনের মধ্যে বসানো হয়, মিটার-আউট-সার্কিটে ফ্লো কন্ট্রোল
ভাল্বকে অ্যাকচুয়েটরের আউটগোইং প্রেশার লাইন এবং ট্যাঙ্ক লাইনের মধ্যে বসানো হয়
এবং ব্লিড-অফ-সার্কিটে ফ্লো কন্ট্রোল
ভাল্বকে অ্যাকচুয়েটরের প্রেশার লাইন ও রিটার্ন লাইনের মধ্যে সংযোগ করে লাগানো হয়। নিচে একটি ফ্লো কন্ট্রোল ভাল্বের ভিতরের অংশের ছবি দেওয়া হল।

৫। হাইড্রোলিক অ্যাকচুয়েটারস
হাইড্রোলিক অ্যাকচুয়েটরসগুলির সাহায্যে একটি CNC মেশিনের বিভিন্ন অক্সিলারি ফাংশান যেমন স্বয়ংক্রিয় টুল পরিবর্তন করা, স্বয়ংক্রিয় প্যালেট পরিবর্তন করা ইত্যাদি ফাংশানগুলি করানো হয়। এবং এই কাজের জন্য যে হাইড্রোলিক অ্যাকচুয়েটরসগুলি ব্যাবহার করা হয় সেগুলি হল বিভিন্ন ধরনের হাইড্রোলিক সিলিন্ডার, হাইড্রো মোটর ইত্যাদি, এগুলির কর্মপদ্ধতি সম্পর্কে আলাদা অধ্যায়ে বিশদভাবে আলোচনা করা হয়েছে। নিচে কিছু হাইড্রোলিক অ্যাকচুয়েটারের ছবি দেওয়া হল।

৬। অ্যাকিউম্যালেটর
অ্যাকিউম্যালেটর
হল এমন একটি হাইড্রোলিক ডিভাইস যা কিনা একটি নির্দিষ্ট পরিমানের হাইড্রোলিক
ফ্লুইডকে নিজের মধ্যে প্রেশারাইজড অবস্থায় ধরে রাখে এবং প্রয়োজন অনুযায়ী ঐ
প্রেশারাইজড হাইড্রোলিক ফ্লুইডের সাহায্যে হাইড্রোলিক সার্কিটের মধ্যের কোন একটি
নির্দিষ্ট কাজকে করানো হয়। অর্থাৎ হাইড্রোলিক সার্কিটের মধ্যে
যদি কখনো অতিরিক্ত ফ্লুইড প্রেশার বা ফ্লো এর প্রয়োজন হয়, তবে তা
অ্যাকিউম্যালেটরের সাহায্যে দেওয়া হয়। এর অর্থ অ্যাকিউম্যালেটর কোন
হাইড্রোলিক সার্কিটে একটি তাৎক্ষণিক হাইড্রোলিক প্রেশার স্টোরেজ হিসাবে ব্যাবহৃত
হয়। কাজের ধরন অনুসারে হাইড্রোলিক অ্যাকিউম্যালেটর তিন প্রকারের
হয়ে থাকে, এগুলি হল ব্লাডার টাইপ, ডায়াফ্রাম টাইপ এবং পিষ্টন টাইপ অ্যাকিউম্যালেটর।
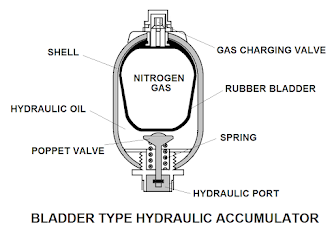
উপরোক্ত
তিন ধরনের অ্যাকিউম্যালেটরের মধ্যে CNC মেশিনে
ব্লাডার টাইপ অ্যাকিউম্যালেটরই সবথেকে বেশী ব্যাবহৃত হয়। এই
ধরনের অ্যাকিউম্যালেটরে একটি শক্ত এবং পোক্ত স্টিলের কন্টেনারের মধ্যে প্রধানত
দুটি কম্পার্টমেন্ট থাকে যার মধ্যে একটি কম্পার্টমেন্টে শক্ত রাবারের ব্লাডারের
মধ্যে প্রেশারাইজড নাইট্রোজেন গ্যাস রাখা থাকে এবং অপর কম্পার্টমেন্টটি হাইড্রোলিক সার্কিটের সাথে যুক্ত থাকে। যখন
হাইড্রোলিক সার্কিটের মধ্যের প্রেশার কমে যায়, তখন ঐ প্রেশারাইজড নাইট্রোজেন গ্যাস
পুর্ণ ব্লাডার হাইড্রোলিক সার্কিটের উপর অতিরিক্ত প্রেশার দিয়ে থাকে। হাইড্রোলিক
সার্কিটে যখন জিরো প্রেশার থাকে অর্থাৎ কোনই প্রেশার থাকে না, তখন যাতে নাইট্রোজেন
গ্যাস পুর্ণ ব্লাডারটি অ্যাকিউম্যালেটরের স্টিলের কন্টেনারের বাইরে বেরিয়ে না আসে,
তার জন্য একটি স্প্রিং লোডেড ভাল্ব ব্যাবহার করা হয়। নিচে
একটি ব্লাডার টাইপ অ্যাকিউম্যালেটরের ছবি দেওয়া হল।


কোন মন্তব্য নেই:
একটি মন্তব্য পোস্ট করুন