CNC মেশিনে বিভিন্ন ধরনের কিছু কমন ইলেক্ট্রিক্যাল এলিমেন্টস ব্যাবহৃত হয়। এগুলির ব্যাবহার শুধুমাত্র CNC মেশিনেই নয়, যে কোন ইলেক্ট্রিক্যাল সার্কিটেই দেখা যায়। নিচে এগুলির সম্মন্ধে বিস্তৃত আলোচনা করা হল।
১। রিলে
রিলে হল একটি ইলেক্ট্রো-ম্যাগনেটিক
সুইচ, এবং এটি সাধারনত কোন ইলেক্ট্রিক্যাল সার্কিটকে চালু বা বন্ধ করার কাজেই বেশী
ব্যাবহার করা হয়। সাধারনত রিলের সাহায্যে একটি কম পরিমান ইলেক্ট্রিক কারন্টের
সার্কিটকে অন বা অফ করে অপর একটি বেশী পরিমান কারেন্টের ইলেক্ট্রিক্যাল সার্কিটকে
অন বা অফ করা হয়। CNC মেশিনে
সাধারনত 24 ভোল্ট DC
রিলে ব্যাবহার হয়, এবং এই 24 ভোল্ট DC রিলের সাহায্যেই মেশিনের অন্যান্য হাই ভোল্টেজের ডিভাইসকে
কন্ট্রোল করা হয়। রিলে সাধারনত দুই ধরনের হয়ে থাকে, এগুলি হল
ইলেক্ট্রোমেকানিক্যাল রিলে ও সলিড স্টেট রিলে। ইলেক্ট্রোমেকানিক্যাল
রিলেতে ম্যাগনেটিক ফোর্সের সাহায্যে ইলেক্ট্রিক্যাল কন্টাক্টকে অন বা অফ করা হয়, কিন্ত সলিড স্টেট রিলের ক্ষেত্রে একটি ইলেক্টনিক সার্কিট ব্যাবহার
করা হয়। নিচে দুই ধরনের রিলের ছবি এবং
তাদের সম্মন্ধে আলোচনা করা
হল।

CNC মেশিনে সবথেকে বেশী ইলেক্ট্রোমেকানিক্যাল রিলেই ব্যাবহৃত হয়। নিচে
একটি ইলেক্ট্রোমেকানিক্যাল রিলে এবং তার ভিতরের অংশের ছবি দেওয়া হয়েছে। একটি ইলেক্ট্রোমেকানিক্যাল রিলের সাধারনত দুটি ভাগ বা অংশ
রয়েছে, এদুটি হল এনারজাইজিং অংশ (energizing side)
এবং সুইচিং অংশ (switching side)। এনারজাইজিং অংশে রয়েছে একটি ইলেক্ট্রোম্যাগনেটিক কয়েল, যা কিনা বাইরে থেকে ভোল্টেজের সাহায্যে এনারজাইজ
করা হয়। ঐ ইলেক্ট্রোম্যাগনেটিক কয়েল
এনারজাইজিং এর ফলে একটি আয়রনের ছোট প্লেটকে আকর্ষন
করে এবং ঐ আয়রনের ছোট প্লেটের সাথেই সুইচিং এলিমেন্ট লাগানো থাকে, যার সাথে যে
সার্কিটকে অন বা অফ করতে হবে তার সংযোগ করা থাকে। যতক্ষণ রিলেকে এনারজাইজিং করে রাখা
হয়, ততক্ষণ ঐ আয়রন প্লেট ইলেক্ট্রোম্যাগনেটিক কয়েলের দিকে আকর্ষিত হয়, এবং কয়েলে এনারজাইজিং
ভোল্টেজ না থাকলে আয়রন প্লেটটি একটি স্প্রিং টেনশানে আবার পুর্ব অবস্থায় ফিরে যায়।

ইলেক্ট্রোম্যাগনেটিক কয়েলের রেটিং এর উপর নির্ভর করেই রিলের অপারেটিং ভোল্টেজও বিভিন্ন ধরনের হয়, যেমন 24 ভোল্ট,
110 ভোল্ট, 220
ভোল্ট ইত্যাদি। DC ভোল্টেজের রিলের ক্ষেত্রে কয়েলের
পজিটিভ এবং নেগেটিভ টার্মিনাল নির্দিষ্ট থাকে, কিন্তু AC ভোল্টেজের
রিলের ক্ষেত্রে কয়েলের টার্মিনাল নির্দিষ্ট থাকে না। সুইচিং
এলিমেন্টের উপর নির্ভর করেও রিলে বিভিন্ন ধরনের হয়, যেমন সিঙ্গল কন্টাক্ট, ডাবল
কন্টাক্ট, ট্রিপল কন্টাক্ট ইত্যাদি, অর্থাৎ ঐ ধরনের রিলের
সাহায্যে ততগুলি সুইচিং এলিমেন্ট (একটি, দুটি
বা তিনটি) একসাথে অন বা অফ করা সম্ভব। একটি সিঙ্গল সুইচিং এলিমেন্টের প্রধনত
তিনটি টার্মিনাল থাকে, এগুলি হল NC, NO এবং Common টার্মিনাল (ছবিতে দ্রষ্টব্য)।
যখন রিলে এনারজাইজ থাকে না, সেই সময় NC টার্মিনাল
এবং Common টার্মিনালের পরস্পরের সংযোগ থাকে, কিন্ত যখন রিলেকে এনারজাইজ করা হয়, তখন NO টার্মিনালের সাথে Common টার্মিনালের
সংযোগ ঘটে থাকে। এভাবেই রিলের NC, NO এবং Common টার্মিনালের সাহায্যে অন্য একটি
ইলেক্ট্রিক্যাল সার্কিটকে চালু বা বন্ধ করা হয়।
সলিড স্টেট রিলের মধ্যে
ইলেক্ট্রোম্যাগনেটিক কয়েলের পরিবর্তে লাইট এমিটিং
ডায়োড ব্যাবহার করা হয়। একটি সলিড স্টেট রিলেকে যখন
এনারজাইজিং করা হয়, তখন লাইট এমিটিং ডায়োড থেকে প্রাপ্ত লাইট রিলের মধ্যের একটি
সলিড স্টেট সুইচিং এলিমেন্টকে অন করে, যা কিনা কোন ইলেক্ট্রিক্যাল সার্কিটকে চালু
বা বন্ধ করার জন্য ব্যাবহার করা হয়। এবং এই সম্পুর্ন ব্যাবস্থাটি একটি
কম্প্যাক্ট আধারের মধ্যে বসানো থাকে। সলিড স্টেট রিলে ব্যাবহারের সুবিধা
হল এক্ষেত্রে ইলেক্ট্রিক্যাল নয়েজ প্রায় নেই বললেই চলে, কারন এখানে কোন
ইলেক্ট্রিক্যাল মেক এন্ড ব্রেক কন্টাক্ট হয় না এবং এই ধরনের রিলের রেসপন্স টাইমও
ইলেক্ট্রোমেকানিক্যাল রিলের তুলনায় অনেক কম হয়। যদিও
সলিড স্টেট রিলে ব্যাবহারের কিছু অসুবিধাও রয়েছে, যেমন এই ধরনের রিলে কেবলমাত্র
সিঙ্গল পোল সুইচিং এর ক্ষেত্রেই ব্যাবহার করা যায় এবং এই ধরনের রিলের দামও
তুলনামুলক বেশী হয়ে থাকে।
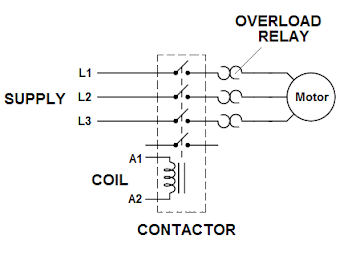
CNC মেশিনে রিলে কি কাজ করে - CNC মেশিনে রিলে একটি আউটপুট ডিভাইস হিসাবে কাজ করে এবং এক্ষেত্রে বিভিন্ন ধরনের রিলে ব্যাবহৃত হয়। CNC মেশিনে রিলের সাহায্যে বিভিন্ন ইন্ডাকশান মোটর, হাইড্রোলিক বা নিউম্যাটিক সলিনয়েড ভাল্ব ইত্যদিকে চালু বা বন্ধ করা হয়। কোন ডিভাইসকে অন করার জন্য CNC মেশিনের PLC র আউটপুট থেকে 24 ভোল্ট DC সাপ্লাই রিলের এনারজাইজিং অংশে দেওয়া হয়, এবং বেশী কারেন্ট রেটিং এর বিভিন্ন ডিভাইস যেমন কন্টাক্টর, সলিনয়েড ইত্যাদিকে রিলের সুইচিং এলিমেন্টের মধ্য দিয়ে চালু বা বন্ধ করা হয়। নিচের ছবিতে একটি 24 ভোল্ট রিলের সাহায্যে কিভাবে একটি 220 ভোল্টেজ AC মোটর কন্টাক্টর চালু বা বন্ধ করা যায় তা দেখানো হয়েছে।

২। কন্টাক্টর
কন্টাক্টরের বেসিক
ওয়ার্কিং প্রিন্সিপাল অনেকটা রিলের মতই, একটি কন্টাক্টরেরও দুটি ভাগ বা অংশ রয়েছে
এদুটি হল এনারজাইজিং অংশ এবং কন্টাক্ট অংশ। এনারজাইজিং অংশে
রয়েছে একটি ইলেক্ট্রোম্যাগনেটিক কয়েল এবং কন্টাক্ট অংশে রয়েছে মাল্টিপল কন্টাক্ট (multiple contacts) টার্মিনাল, এবং এই কন্টাক্টগুলির মধ্যে দিয়েই হাই
ইলেক্ট্রিক্যাল পাওয়ারকে কন্ট্রোল করা হয়। এছাড়াও কিছু
অক্সিলারি কন্টাক্টও বাইরে থকে আলাদাভাবে কন্টাক্টরের সাথে লাগানো হয়ে থাকে। কন্টাক্টরের মধ্যের ইলেক্ট্রোম্যাগনেটিক কয়েল বিভিন্ন রেটিং এর
হয়, যেমন 24 ভোল্ট DC, 110 ভোল্ট AC, 220 ভোল্ট AC ইত্যাদি। CNC মেশিনে কন্টাক্টরের সাহায্যে সাধারনত বিভিন্ন থ্রি-ফেজ ইলেক্ট্রিক্যাল মোটরকে অন
বা অফ করা হয়। নিচে একটি কন্টাক্টরের এবং তার ভিতরের
অংশের ছবি দেওয়া হল (এখানে একটিমাত্র কন্টাক্টকে দেখানো হয়েছে, এই ধরনের তিনটি
কন্টাক্ট পাশাপাশি থাকে)।

উপরের বাঁদিকের দেওয়া ছবি অনুযায়ী কন্টাক্টরের মধ্যের A1 এবং A2 টার্মিনাল
দুইটির সাহায্যে ইলেক্ট্রোম্যাগনেটিক কয়েলকে এনারজাইজিং করা হয়। যখন কন্টাক্টরের ইলেক্ট্রোম্যাগনেটিক কয়েলে এনারজাইজিং ভোল্টেজ
পাঠানো হয়, তখন কন্টাক্টরের ভিতরের ইলেক্ট্রোম্যাগনেটটি একটি আর্মেচারকে (armature) দৃঢ়ভাবে আকর্ষন
করে। আর্মেচারটি সাধারনত একটি স্প্রিং
টেনশানের বিপরিতে ওঠানামা করতে পারে, অর্থাৎ ইলেক্ট্রোম্যাগ্নেটটি এনারজাইজ হলে
আর্মেচারটি নিচের দিকে নেমে আসে এবং ইলেক্ট্রোম্যাগনেটটি ডি-এনারজাইজ হলে
আর্মেচারটি আবার পূর্বাবস্থায় ফিরে যায়। এখন এই
আর্মেচারের সাথেই কতগুলি মুভেবল কন্টাক্ট স্ট্রিপকে একে অন্যের থেকে এবং তার সাথে
আর্মেচারের সঙ্গেও ইনসুলেটিং (insulating) করে লাগানো হয়। যখন
ইলেক্ট্রোম্যাগনেট আর্মেচারকে নিচের দিকে
টেনে ধরে, সেই সময় ঐ প্লেটের সাথে সংযুক্ত মুভেবল কন্টাক্ট স্ট্রিপগুলি
কন্টাক্টরের দুই বিপরিত দিকের ফিক্সড পাওয়ার টার্মিনালগুলিকে একে অন্যের সাথে
সংযোগ ঘটিয়ে থাকে। উপরের ডানদিকের ছবিতে কেবলমাত্র একটি
কন্টাক্টকে দেখানো হয়েছে, একটি কন্টাক্টরে অনুরুপ তিনটি বা চারটি কন্টাক্ট থেকে
থাকে। বাঁদিকের ছবি অনুযায়ী কন্টাক্ট
স্ট্রিপগুলি আলাদাভাবে কন্টাক্টরের T1, T2 এবং T3 টার্মিনালগুলিকে বিপরিত দিকের L1, L2 এবং L3 টার্মিনালের সাথে সংযোগ করে। L1, L2 এবং L3 টার্মিনালের
সাথে সাধারনত থ্রি-ফেজ AC ভোল্টেজ লাইনের সংযোগ করা থাকে এবং T1, T2 ও T3 টার্মিনালের সাথে থ্রি-ফেজ AC ইন্ডাকশান
মোটরের সংযোগ করা হয়। ফলে কন্টাক্টরটি যখন
এনারজাইজ হবে, তখন কন্টাক্টরের T1, T2 ও T3 টার্মিনালের সাথে লাগানো ইন্ডাকশান মোটরটিও L1, L2 এবং L3 টার্মিনালের
মধ্যে দিয়ে প্রাপ্ত থ্রি-ফেজ AC ভোল্টেজের সাহায্যে ঘুরতে থাকবে।
এছাড়াও কন্টাক্টরের সাথেই
আলাদাভাবে কখনো কখনো অক্সিলারি কন্টাক্ট ব্লকও (auxiliary contact block) লাগানো হয়। অক্সিলারি কন্টাক্ট ব্লকে NO এবং NC দুই ধরনের কন্টাক্টই থাকতে পারে
এবং অক্সিলারি কন্টাক্ট ব্লকটিকে মূল কন্টাক্টরের সাথেই বাইরে থেকে এমনভাবে লক করা থাকে যাতে মূল কন্টাক্টরের ইলেক্ট্রোম্যাগনেটিক কয়েল এনারজাইজিং হলে এই অক্সিলারি কন্টাক্ট ব্লকের কন্টাক্টগুলির মধ্যেও
সংযোগ ঘটে এবং কন্টাক্টর ডি-এনারজাইজিং হলে অক্সিলারি কন্টাক্টগুলিও পূর্বাবস্থায় ফিরে আসে। এই অক্সিলারি কন্টাক্ট ব্লকের কন্টাক্টগুলি সাধারনত লো কারেন্ট রেটিং এর হয়ে থাকে এবং এগুলি মেশিনের বিভিন্ন রিলে লজিক সার্কিট, CNC সিস্টেমের PLC লজিকের ইনপুট হিসাবে বা বিভিন্ন
মোটর কন্ট্রোল সার্কিট, ইত্যাদিতে ব্যাবহার করা হয়। কন্টাক্টরের ইলেক্ট্রোম্যাগনেটিক কয়েলের সাথে
সমান্তরালে সবসময়ই একটি কয়েল সাপ্রেসর মডিউলও লাগানো হয়, যাতে কিনা কয়েলের ইন্ডাকটিভ লোডের ফলে উৎপন্ন VAR (volt-ampere
reactive) কে নিউট্রালাইজ করা যায়।
৩। ওভারলোড
রিলে
সাধারনত থ্রি-ফেজ
ইন্ডাকশান মোটর ঘোরানোর জন্য কন্টাক্টরের সাথেই
ওভারলোড রিলেও ব্যাবহার করা হয়। এই ওভারলোড
রিলের কাজই হল মোটরে একটি পূর্বনির্ধারিত নির্দিষ্ট মাত্রার থেকে বেশী কারেন্ট প্রবাহিত
হলে তাকে বন্ধ করা অর্থাৎ মোটরটিকে নষ্ট হওয়া বা পুড়ে যাওয়ার হাত থেকে বাঁচানো। CNC মেশিনে ইন্ডাকশান মোটরের পাওয়ার টার্মিনালের থ্রি-ফেজ কানেকশান সাধারনত কন্টাক্টরের আউটপুট
টার্মিনাল থেকে ওভারলোড রিলের মধ্যে দিয়েই নেওয়া হয়, অর্থাৎ ওভারলোড
রিলেকে কন্টাক্টর এবং মোটরের মধ্যে ব্যাবহার করা হয়। নিচের ছবিতে একটি ওভারলোড রিলে কিভাবে কন্টাক্টরের এবং
মোটরের সাথে সংযোগ করা থাকে তা দেখানো হয়েছে।
ওভারলোড রিলেতে সাধারনত তিনটি লো রেজিস্ট্যান্সের কয়েল তিনটি আলাদা বাই-মেটালিক স্ট্রিপের উপর জড়ানো থাকে, যাদের ওভারলোড হিটারও বলা হয় এবং মোটরের থ্রি-ফেজ পাওয়ার এই তিনটি লো রেজিস্ট্যান্সের কয়েলের মধ্যে দিয়েই পাঠানো হয়। এখন মোটর ঘোরার সময় কারেন্ট এই লো রেজিস্ট্যান্সের কয়েল মধ্যে দিয়ে যাওয়ার ফলে ঐ কয়েলগুলি উত্তপ্ত হয়ে ওঠে এবং ফলে ঐ কয়েলের সঙ্গে সংযুক্ত মেটালিক স্ট্রিপগুলিও উত্তপ্ত হয়ে ওঠে। এই স্ট্রিপগুলি কতটা উত্তপ্ত হবে তা নির্ভর করে মোটর কতটা কারেন্ট নিচ্ছে তার ওপর। এইভাবে মোটরের কারেন্ট একটি নির্দিষ্ট মাত্রার থেকে বেশী হলে ঐ মেটালিক স্ট্রিপের টেম্পারেচারও একটি নির্দিষ্ট মাত্রার (critical point) থেকে বেশী হয় এবং স্ট্রিপগুলি বাই-মেটালিক হওয়ার জন্য একদিকে বেঁকে যায় এবং একটি ট্রিপিং মেকানিজমকে চাপ দেয়। এর ফলে ঐ ট্রিপিং মেকানিজম ওভারলোড রিলের ইনপুট থ্রি-ফেজ পাওয়ার লাইন এবং আউটপুটের মধ্যের সংযোগকে বিচ্ছিন্ন করে দেয়, ফলে ওভারলোড রিলের মধ্যে দিয়ে মোটরের থ্রি-ফেজ পাওয়ার লাইনও বিচ্ছিন্ন হয়ে যায়। ওভারলোড রিলের এই ট্রিপিং অবস্থা ততক্ষণ বলবৎ থাকে যতক্ষণ না ওভারলোড রিলেকে ট্রিপ রিসেট করা হচ্ছে, এবং এর জন্য ওভারলোড রিলেতে আলাদা একটি ট্রিপ রিসেটিং ব্যাবস্থা থাকে (নিচের ছবিতে দ্রষ্টব্য)। অর্থাৎ ওভারলোড রিলে একবার ট্রিপ করলে পুনরায় তাকে আবার পূর্বাবস্থায় ফেরানোর জন্য রিলেকে ট্রিপ রিসেট করা অবশ্যই প্রয়োজন হয় নতুবা মোটরকে চালানো সম্ভব হয় না। নিচে একটি ওভারলোড রিলে এবং তার বিভিন্ন অংশের ছবি দেওয়া হল।

ওভারলোড রিলের সাথেই সাধারনত দুটি আলাদা NC এবং NO কন্টাক্ট থাকে
(control circuit terminals) (ছবিতে দ্রষ্টব্য), যার সাহায্যে মোটরের কন্ট্রোল
সার্কিটকেও পরিচালনা করা হয়, আবার কখনো ঐ NC এবং NO কন্টাক্ট থেকেই ওভারলোড রিলের বর্তমান
অবস্থার সিগন্যালও নেওয়া হয়। ওভারলোড রিলের স্বাভাবিক অবস্থায় C বা কমন পয়েন্টের সাথে NC পয়েন্টের
সংযোগ থাকে, এবং রিলের ট্রিপিং অবস্থায় C বা কমন পয়েন্টের সাথে NO পয়েন্টের সংযোগ
ঘটে থাকে। এই সিগন্যালকে কখনো CNC সিস্টেমের
PLC র ইনপুট হিসাবেও নেওয়া হয়, যা থেকে কোন মোটরের ওভারলোড রিলে ট্রিপ করেছে কিনা তা CNC
সিস্টেম বুঝতে পারে। এছাড়াও ওভারলোড রিলেতে ট্রিপ
কারেন্ট অ্যাডজাস্টমেন্ট (trip current adjustment) নব থাকে, যাকে ঘুরিয়ে ওভারলোড রিলেটির মধ্যে
দিয়ে কত কারেন্টের বেশী গেলে সেটি ট্রিপ করবে তা অ্যাডজাস্ট করা যায়। ওভারলোড রিলেতে একটি ট্রিপ
ইন্ডিকেটরও থাকে, যাতে কিনা বাইরে থেকে বোঝা সম্ভব সেটি ট্রিপ করেছে কিনা।
৪। মিনিয়েচার সার্কিট ব্রেকার বা MCB

মিনিয়েচার সার্কিট ব্রেকার বা MCB হল একটি প্রোটেক্টিভ ডিভাইস যা কিনা কোন
ইলেক্ট্রিক সির্কিটের ওভারলোড এবং শর্ট সার্কিট এই দুই ক্ষেত্রেই প্রোটেকশানের
জন্য ব্যাবহৃত হয়। অর্থাৎ একটি MCBকে কোন ইলেক্ট্রিক সির্কিটে সংযুক্ত ফিউজ
এবং বাই মেটালিক ওভারলোড রিলে এই দুটির পরিবর্তে ব্যাবহার করা যেতে পারে। কোন ইলেক্ট্রিক সির্কিটের ওভারলোড বা শর্ট সার্কিট পরিস্থিতি উৎপন্ন হলে
MCB নিজে ট্রিপ করে, এবং MCB ইনকামিং ও আউটগোইং ইলেক্ট্রিক সার্কিটের মধ্যে সংযোগ
বিচ্ছিন্ন করে দেয়, ফলে ঐ ইলেক্ট্রিক সার্কিটের সাথে সংযুক্ত ডিভাইসটি ক্ষতির হাত
থেকে রক্ষা পায়। একবার MCB ট্রিপ করলে তাকে আবার পুনরায় ম্যানুয়ালি রিসেট
করার প্রয়োজন হয়, নতুবা পুনরায় ডিভাইসটির সংযোগ সম্ভব হয় না। MCB সাধারনত পোল বা কন্টাক্ট অনুযায়ী বিভিন্ন ধরনের হয়ে থাকে, যেমন সিংগল পোল, ডাবল পোল, ট্রিপল পোল ইত্যাদি। সিংগল পোল এবং ডাবল পোল MCB মূলত
24V DC এবং 220V ACর ক্ষেত্রে ব্যাবহৃত
হয় এবং ট্রিপল পোল MCBর সাহায্যে থ্রি ফেজ ইন্ডাকশান মোটরে সাপ্লাই পাঠানো হয়। এছাড়াও
কারন্ট রেটিং ওপর নির্ভর করেও, অর্থাৎ ঐ MCBর মধ্যে দিয়ে
সর্বাধিক কত পরিমান কারেন্ট পাঠানো যেতে পারে তার ওপর নির্ভর করেও MCB নির্বাচন
করা হয়। নিচে একটি সিংগল পোল সার্কিট
ব্রেকারের ভিতরের ছবি দেওয়া হল।

CNC মেশিনে ব্যাবহৃত বিভিন্ন ইন্ডাকশান মোটরের পাওয়ার সাপ্লাই ট্রিপল পোল MCBর
মধ্যে
দিয়ে
নেওয়া
হয়,
এবং
MCBর সাথেই একটি অক্সিলারি ট্রিপ কন্টাক্টও লাগানো থাকে যা থেকে সিগন্যাল CNC মেশিনের PLCতে নেওয়া হয় যাতে
CNC সিস্টেম বুঝতে পারে MCBটি ট্রিপ করেছে কিনা।
নিচে
একটি
ট্রিপল পোল মিনিয়েচার
সার্কিট
ব্রেকারের
ছবি
দেওয়া
হল
এবং
পাশে
একটি
ইন্ডাকশান মোটরের সাথে সার্কিট
ব্রেকার,
কন্টাক্টর
ও
ওভারলোড
রিলের
কিভাবে
সংযোগ
করা
থাকে
তা
দেখানো
হল।

৫। মোটর প্রোটেকশান সার্কিট ব্রেকার বা MPCB
মোটর প্রোটেকশান সার্কিট ব্রেকার বা MPCBর বেসিক
ওয়ার্কিং প্রিন্সিপাল অনেকটা মিনিয়েচার সার্কিট ব্রেকার বা MCBর মতই। এক্ষেত্রেও ইলেক্ট্রিক সির্কিটের ওভারলোড বা শর্ট সার্কিট পরিস্থিতি উৎপন্ন
হলে MPCB নিজে ট্রিপ করে, এবং ইনকামিং ও আউটগোইং ইলেক্ট্রিক সার্কিটের মধ্যে সংযোগ
বিচ্ছিন্ন করে, ফলে ঐ ইলেক্ট্রিক সার্কিটের সাথে সংযুক্ত মোটরটি ক্ষতির হাত থেকে
রক্ষা পায়। MPCB সাধারনত ব্যাবহার করা হয় যেখানে ইন্ডাকশান মোটরগুলিকে
খুব ফ্রিকোয়েন্ট বা বারংবার অন অফ করার প্রয়োজন হয়। CNC মেশিনের কুল্যান্ট, লুব্রিকেশান, চিপ
কনভেয়র ইত্যাদির ইন্ডাকশান মোটর সাধারনত MPCBর সাহায্যে সংযোগ করা হয়। MPCBর মধ্যেই একটি NC কন্টাক্টও থাকে, যার থেকে ট্রিপ ইন্ডিকেটর সিগন্যাল নেওয়া
হয়, যাতে CNC সিস্টেম বুঝতে পারে MPCB টি ট্রিপ করেছে কিনা। মোটরের রেটিং এর উপর নির্ভর করেই MPCBরও রেটিং নির্ধারন করা হয় এবং এটি
ওভারলোড, শর্ট সার্কিট বা সিংগল ফেজিং যে কোন পরিস্থিতিতেই ওই মোটরকে রক্ষা করে থাকে। নিচে একটি MPCBর ছবি দেওয়া
হল।

৬। ইলেক্ট্রিক্যাল
ফিউজ
ইলেক্ট্রিক্যাল
ফিউজ কোন ইলেক্ট্রিক্যাল সার্কিটকে ওভার কারেন্ট বা ওভার লোডের হাত থেকে রক্ষা করে। সাধারনত
বাজারে বিভিন্ন ধরনের ও বিভিন্ন রেটিং এর ইলেক্ট্রিক্যাল ফিউজ পাওয়া যায়, যা কিনা
বিভিন্ন ইলেক্ট্রিক্যাল সার্কিটে আলাদা আলাদা উদ্দেশ্যে ব্যাবহৃত হয়। CNC মেশিনেও বিভিন্ন ধরনের ইলেক্ট্রিক্যাল ফিউজ ব্যাবহৃত হয়,
এগুলি যেমন CNC কন্ট্রোলারের ও সার্ভো ড্রাইভের
ইনপুটে ব্যাবহৃত হয়, তেমনই কন্ট্রোলার ও ড্রাইভের বিভিন্ন কার্ডের মধ্যেও থাকে। বেশিরভাগ
ক্ষেত্রেই কন্ট্রোলার ও সার্ভো ড্রাইভের ইনপুট পাওয়ারের জন্য সাধারনত “হেভি ডিউটি
কার্টিজ ফিউজ” (Heavy Duty Cartridge Fuse) ব্যাবহার
করা হয় এবং CNC কন্ট্রোলার
ও সার্ভো ড্রাইভের বিভিন্ন কার্ডে “সারফেস মাউন্ট ফিউজ” বা SMD ফিউজ ব্যাবহার করা হয়। এছাড়া
সার্ভো ড্রাইভে কখনো কখনো এক বিশেষ ধরনের ফিউজ ব্যাবহার করা হয় এগুলিকে “ডাইটো
ফিউজ” (Daito Fuse) বলে। এই
ফিউজগুলি সাধারনত একটি খুব ছোট ট্রান্সপারেন্ট কন্টেনারের মধ্যে থাকে এবং প্লাগ ইন
টাইপ হওয়ার ফলে সহজেই পরিবর্তন করা যায়। কিছু বিশেষ ধরনের ডাইটো ফিউজের সাথে
আবার অ্যালার্ম জেনারেশানের সুবিধাও থাকে। নিচে CNC মেশিনে
ব্যাবহৃত কিছু বিশেষ ধরনের ফিউজের ছবি দেওয়া হল।



কোন মন্তব্য নেই:
একটি মন্তব্য পোস্ট করুন