একটি CNC মেশিনে সাধারনত বিভিন্ন ধরনের মেকানিক্যাল এলিমেন্টস ব্যাবহার করা হয়ে থাকে, যেমন মেশিন স্ট্রাকচার, গাইড ওয়েজ, বিয়ারিংস ইত্যাদি। মেশিনের ধরন ও গঠন অনুযায়ী CNC মেশিনের মেকানিক্যাল এলিমেন্টসও বিভিন্ন ধরনের হয়। পরবর্তিতে শুধুমাত্র CNC মেশিনে বহুল ব্যাবহৃত বিভিন্ন মেকানিক্যাল এলিমেন্টসগুলি সম্মন্ধে সংক্ষিপ্ত আলোচনা করা
হল।
১। মেশিন স্ট্রাকচার
যে কোন মেশিনের
স্ট্রাকচার হল একটি মেশিনের সম্পূর্ণ সাপোর্টিং মেম্বার এবং মেশিনের লোড বহন করার ক্ষমতা।CNC মেশিনে ব্যাবহৃত সমস্ত মোটর, ড্রাইভ মেকানিজম এবং অন্যান্য ফাংশানাল ডিভাইসগুলি এই মেশিন
স্ট্রাকচারের সাথে দৃঢ়ভাবে সংযোগ করা থাকে। CNC মেশিন চলাকালিন মেশিন স্ট্রাকচারের উপর সাধারানত দুই ধরনের ফোর্স প্রযুক্ত থাকে, এগুলি হল স্ট্যাটিক ফোর্স (static force) এবং ডাইনামিক ফোর্স (dynamic force)। এটা দেখা অবশ্যই দরকার যে মেশিন চলাকালিন এই ফোর্স গুলির জন্য মেশিন স্ট্রাকচারের যেন কোন ডিফর্ম (deform) না হয় বা ভাইব্রেট না করে।এছাড়া মেশিনের স্ট্রাকচার এমন হওয়া উচিত যাতে এই স্ট্যাটিক এবং ডাইনামিক ফোর্সের ম্যাগনিচিউড (magnitude) এবং ডাইরেকশানের জন্য মেশিনের জিওম্যাট্রিক অ্যাকুইরেসি (geometric accuracy) যেন কোনমতেই নষ্ট না হয়।
CNC মেশিনের স্ট্যাটিক লোড কি কি? - CNC মেশিনের স্ট্যাটিক লোডগুলি হল মেশিন স্লাইডের ও ওয়ার্কপিসের সম্মিলিত ওজন, ফাংশানাল ডিভাইসগুলির মোট ওজন এবং কাটিং এর সময়ের ফোর্স। এই স্ট্যাটিক লোডের জন্য মেশিনের স্ট্রাকচার এ যাতে কোন ডিফর্মেশান না হয় তার জন্য মেশিনের স্ট্রাকচার যথেষ্ট শক্ত এবং সঠিক স্ট্রাকচারাল কনফিগারেশান (structural configuration) থাকা প্রয়োজন। বেশীরভাগ CNC মেশিনিং সেন্টার সাধারনত দুই ধরনের স্ট্রাকচার দিয়ে তৈরি করা হয়, এগুলি হল “মুভিং কলাম টাইপ” এবং “ফিক্সড কলাম টাইপ”। পরবর্তী চিত্রে দুই ধরনের স্ট্রাকচারাল কনফিগারেশান এর ছবি দেওয়া হল।

CNC মেশিনের ডাইনামিক লোড কি কি? - CNC মেশিনের বিভিন্ন মুভিং এলিমেন্টের জন্য মেশিনের
স্ট্রাকচারের ওপর যে ক্রমাগত পরিবর্তনশীল ফোর্স কাজ করে তাকে মেশিনের ডাইনামিক লোড বলে। এই পরিবর্তনশীল ফোর্স উৎপত্তি হয় বিভিন্ন আন-ব্যালান্সড ঘুর্নায়মান ডিভাইস যেমন মোটর, অসম বা ইমপ্রপার গিয়ার ম্যাচিং, বিয়ারিং এর ইরেগুলারিটি, মেশিনিং অপারেশানের সময় ইন্টারাপ্টেড কাটিং ইত্যাদির ফলে।
২। গাইডওয়েজ
যে কোন মেশিনে গাইডওয়েজ (Guide ways) ব্যাবহার করা হয় সাধারনত ওয়ার্কিং টেবিল বা টুল যার ওপর কোন ওয়ার্ক সম্পন্ন করা হয় (CNC মেশিনে এটিকে pallet ও বলা হয়), সেই ডিভাইসটির মুভমেন্টের সময় যাতে ওই ওয়ার্কিং টেবিল বা টুলের ওপর কোন স্ট্যাটিক বা ডাইনামিক ফোর্স এলে তাকে সহন বা absorb করা যায়। অর্থাৎ এক কথায় গাইডওয়েজ মেশিনের আক্সিসগুলির মুভমেন্টের সময় উৎপন্ন ফ্রিকশান ও থ্রাস্ট কম করে থাকে। গাইড ওয়েজ সাধারনত তাদের গঠনের চরিত্র অনুযায়ী দুই ধরনের হয়, এগুলি হল ফ্রিকশান গাইডওয়েজ (friction Guide ways) এবং অ্যান্টি ফ্রিকশান লিনিয়ার মোশান গাইডওয়েজ ( Anti Friction Linear Motion Guide ways)। CNC মেশিনের গাইডওয়েজ সিলেকশান করা হয় সাধারনত সেই মেশিনের লোড নেওয়ার ক্ষমতা, ড্যাম্পিং প্রপার্টি (damping property) এবং মেশিনের অ্যাক্সিসের স্পীডের (traverse speed) ওপর নির্ভর করে। এছাড়াও আরো দুই ধরনের গাইডওয়েজ কিছু স্পেশাল পারপাস মেশিনে ব্যাবহৃত হয়ে থাকে, এগুলি হল হাইড্রোস্ট্যাটিক গাইডওয়েজ এবং অ্যারোস্ট্যাটিক গাইডওয়েজ। যদিও এদের ব্যাবহার খুবই সীমিত। নিচে বিভিন্ন ধরনের গাইডওয়েজ এর সম্মন্ধে বিস্তৃত আলোচনা করা হল।
ফ্রিকশান গাইডওয়েজ - ফ্রিকশান গাইডওয়েজের দাম যেহেতু কম এবং এর ভালো ড্যাম্পিং প্রপার্টি রয়েছে, এর জন্য এটিকে বেশিরভাগ সময়ই কনভেনশনাল মেশিনে ব্যাবহার করা হয়। তবে কিছু স্বল্প দামী CNC মেশিনে এই ধরনের ফ্রিকশান গাইড ওয়েজের ব্যাবহার দেখা যায়। ফ্রিকশান গাইডওয়েজে মেশিনের ফিক্সড বডি সারফেস এবং স্লাইডিং সারফেসের মধ্যে ফ্রিকশানাল ফোর্স কম করার জন্য PTFE বা TURCITE নামক একরকম অ্যান্টি ফ্রিকশান মেটেরিয়াল দুটি সারফেসের ঠিক মাঝখানে ব্যাবহার করা হয়। সাধারনত তিন ধরনের ফ্রিকশান গাইডওয়েজ মেশিনে ব্যাবহার করা হয়। এগুলি হল VEE, FLAT এবং DOVETAIL গাইডওয়েজ। নিচের ছবিতে তিন ধরনের ফ্রিকশান গাইডওয়েজ দেখানো হয়েছে এবং ফ্রিকশানাল ফোর্স কম করার জন্য, অ্যান্টি ফ্রিকশান মেটেরিয়াল (PTFE বা TURCITE) গাইডওয়েজের ঠিক কোথায় কোথায় ব্যাবহার করা হয় তাও দেখানো হয়েছে।

অ্যান্টি ফ্রিকশান লিনিয়ার মোশান গাইডওয়েজ - কোন মেশিনের ফিক্সড মেশিন বডি সারফেস এবং স্লাইডিং বডি সারফেসের মধ্যে ফ্রিকশানাল ফোর্স যদি খুব বেশি থাকে তবে মেশিনের স্লাইডিং বডি সারফেসকে মুভ করানোর জন্য বেশী পরিমান ফোর্স বা মোটর পাওয়ারের প্রয়োজন হয়। তাই CNC মেশিনে বেশিরভাগ ক্ষেত্রেই অ্যান্টি ফ্রিকশান লিনিয়ার মোশান গাইডওয়েজই ব্যাবহার করা হয়। এর ফলে মেশিনের বডি সারফেস এবং স্লাইডিং বডি সারফেসের ক্ষয় যেমন কম হয় তার সাথে সাথে মেশিনের অ্যাক্সিস মুভমেন্টও খুবই সহজ বা smooth হয়। CNC মেশিন ম্যানুফ্যাকচারাররা সাধারনত তিন রকমের অ্যান্টি ফ্রিকশান লিনিয়ার মোশান গাইডওয়েজ ব্যাবহার করে থাকেন, এগুলি হল নিম্নরুপ।
রি-সার্কুলেটিং বল বুশিং (Recirculating ball bushing) - এই ব্যাবস্থায় লোড নেবার এলিমেন্ট হল কিছু precision balls, যেগুলি কিনা একটি কার্টিজ এর মধ্যে বসানো থাকে এবং একটি রিটার্ন পাথ (return path) ব্যাবস্থায় বলগুলি রি-সার্কুলেটিং করতে পারে। সাধারনত দুই ধরনের রি-সার্কুলেটিং বল বুশিং ব্যাবহার করা হয় এগুলি হল ওপেন টাইপ এবং ক্লোজ টাইপ। বল বুশিংএর সাধারনত খুবই কম ফ্রিকশান থাকে এবং এই ব্যাবস্থায় কনভেনশনাল মেশিনে ব্যাবহৃত স্লাইডিং টাইপ গাইডওয়েজের মত কোন ক্লিয়ারেন্স রাখার প্রয়োজন হয় না। তবে এই ব্যাবস্থায় অ্যাক্সিস মুভমেন্টে শুধুমাত্র সঠিক লুব্রিকেশনের জন্য খুবই সামান্য ক্লিয়ারেন্স রাখা হয়।

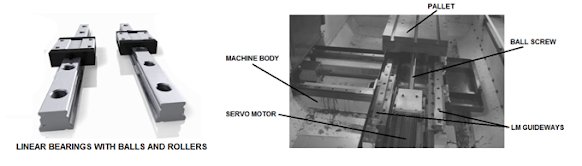
লিনিয়ার বিয়ারিংস উইদ বলস অ্যান্ড রোলারস (Linear bearings
with balls and rollers) - বেশিরভাগ CNC মেশিনেই স্লাইডিং মোশন থেকে
রোলিং মোশনের ব্যাবহার বেশী হয়ে থাকে। তাই এই ধরনের লিনিয়ার বিয়ারিংস CNC মেশিনে সবথেকে বেশি ব্যাবহার করা হয়। এই ব্যাবস্থায় রোলারগুলি সাধারনত মেশিন কাস্টিং বডির সাথে
লাগানো গাইডওয়েজের সাথে কন্টাক্টে থাকে। এই ব্যাবস্থায় গাইডওয়েজের সারফেস কন্টাক্ট
খুবই শক্ত এবং স্মুদ করা হয় এবং এর ফলে মেশিনের খুবই স্মুদ এবং ইজি মুভমেন্ট পাওয়া
যায়। এক্ষেত্রে একটি স্পেশাল ব্লকের মধ্যে
রি-সার্কুলেটিং বল গাইডওয়েজের রেল বরাবর মুভ করতে পারে। বলগুলি এখানে রোলিং মোশান দিতে সক্ষম এবং কেবলমাত্র গাইডওয়েজ রেলের সাথেই বলের একটি লাইন অফ কন্টাক্ট থাকে তাই এই
ব্যাবস্থায় ফ্রিকশানও একেবারেই নগন্য হয়। CNC মেশিনে সবসময়ই একসাথে একজোড়া এই ধরনের ব্লক ব্যাবহার করা হয়। পরবর্তীতে লিনিয়ার বিয়ারিংস উইদ বলস
অ্যান্ড রোলারসের চিত্র দেওয়া হল, এবং সেগুলি CNC মেশিনের কোথায় এবং কিভাবে ব্যাবহার করা হয় তাও দেখানো
হল।
রি-সার্কুলেটিং রোলার বিয়ারিং প্যাড (Re-circulating roller bearings pad) - CNC মেশিনের গাইডওয়েজে এই ধরনের রি-সার্কুলেটিং রোলার বিয়ারিং প্যাডও কিছু ক্ষেত্রে ব্যাবহার করা হয়ে থাকে। এখানে রি-সার্কুলেটিং রোলারগুলি একটি বন্ধ ব্লকের মধ্যে ঘুরতে থাকে এবং সম্পুর্ন
ব্যাবস্থাটি একটি প্যাড হিসাবে আলাদাভাবে মেশিনে লাগানো হয়। এই ব্যাবস্থায় মেশিনে খুবই শক্ত স্টীল গাইডওয়েজের ওপর দিয়ে এই প্যাডগুলিকে মুভ করানো হয় এবং এতে
প্রচুর লোড বহন করতে পারে। এই ব্যাবস্থাতেও দুটি রোলার বিয়ারিং প্যাড বিপরিত গাইডওয়েজের সারফেসে ব্যাবহার
করা হয় এবং প্রচুর লোডিং অবস্থাতেও ফ্রিকশানাল ফোর্স তুলনামুলক এখানে খুবই কম হয়। পরবর্তিতে একজোড়া রি-সার্কুলেটিং রোলার বিয়ারিং প্যাডের ছবি দেওয়া হল।

হাইড্রোস্ট্যাটিক গাইডওয়েজ
- কিছু স্পেশাল পারপাস CNC মেশিনে এই ধরনের গাইডওয়েজের ব্যাবহার দেখা যায়। এই ব্যাবস্থায় স্ট্যাটিক এবং মুভিং সারফেসের মধ্যে
হাইড্রোলিক অয়েলের খুব পাতলা একটি ফ্লিম খুব হাই প্রেসারে রাখা হয় (প্রায় ৩০০ বার)। এর ফলে এই ব্যাবস্থায় ফ্রিকশানাল ফোর্স পুরোপুরি
এলিমিনেট করা সম্ভব হয়। যদিও এই ধরনের গাইডওয়েজের ব্যাবহার CNC মেশিনে খুবই সীমিত কারন এর অত্যাধিক
দাম এবং এটি মেশিনে ফিট করাও বেশ অসুবিধাজনক। কিন্তু আগেই বলা হয়েছে, কিছু স্পেশাল পারপাস CNC মেশিনেই কেবলমাত্র এই ধরনের গাইডওয়েজের ব্যাবহার দেখা যায়।

অ্যারোস্ট্যাটিক গাইডওয়েজ
- অ্যারোস্ট্যাটিক গাইডওয়েজে মুভিং স্লাইডকে কম্প্রেসড এয়ারের সাহায্যে
স্ট্যাটিক সারফেস থেকে খুব সামান্য উপরে তুলে রাখা হয়। এর ফলে এখানে একটি এয়ার কুশন তৈরি হয়, যা কিনা গাইডওয়েজ এবং মুভিং স্লাইডকে পুরোপুরি
আলাদা করে রাখে। যদিও এখানে দুটি সারফেসের মধ্যে ফ্রিকশানাল ফোর্স প্রায় নেই বললেই চলে কিন্তু এই ব্যাবস্থায় মেশিনের স্টিফনেস
বা লোড ক্যারিং ক্যাপাসিটি খুবই কম হয়। CNC মেশিনে সাধারনত এই ধরনের গাইডওয়েজের ব্যাবহার দেখা যায় না, শুধুমাত্র CMM (Coordinate Measuring Machine) বা ওই ধরনের কিছু মেজারিং ইন্সট্রুমেন্টেই কেবল মাত্র এই ধরনের অ্যারোস্ট্যাটিক গাইডওয়েজের ব্যাবহার করা হয়ে থাকে।

৩। বল স্ক্রু (Ball-screw)
এটি একটি মেকানিক্যাল পাওয়ার ট্রান্সমিশন সিস্টেম, যেখানে রোটারি মোশানকে লিনিয়ার মোশানে রূপান্তরিত করা হয়েছে। CNC মেশিনের মতো উন্নত মেকাট্রনিক্স সিস্টেমে এক্সিস মুভেমেন্টের জন্য সর্বদা রিসার্কুলেটিং বল স্ক্রু এবং নাট সিস্টেম ব্যবহার করে হয়ে থাকে। বল-স্ক্রুকে এখানে সার্ভো মোটর দ্বারা ঘোরানো হয়, এবং বল-স্ক্রু নাট সিস্টেমের সাথে যুক্ত মেশিনের বেডে লিনিয়ার মোশান পাওয়া যায়। স্ক্রু এবং নাটের মধ্যে স্লাইডিং ফ্রিকশান এখানে কিছু বলের রোলিং মুভমেন্টের দ্বারা প্রায় নির্মূল করা হয় এবং ফলস্বরূপ এক্সিস মুভমেন্টে মসৃণতা বাড়ায় এবং কম ফ্রিকশান হয়। এখানে কিছু স্টিলের তৈরি বল স্ক্রু এবং একটি নাটের মধ্যে ঘোরে এবং একটি বিন্দু পর্যন্ত যাওয়ার পরে, বলগুলি আবার রিটার্ন পথ দিয়ে থ্রেডেড নাটের প্রবেশ পথে ফিরে আসে।এই ধরেনের সিস্টেমে একটি লিড-স্ক্রু সিস্টেমের তুলনায় বেশী লোড অতিক্রম করার জন্য একটি কম ক্ষমতার মোটরের প্রয়োজন হয়। নিচের ছবিতে একটি বল-স্ক্রু এবং নাট সিস্টেমের ছবি দেখানো হল।

বল-স্ক্রুগুলি সাধারনত বলের সার্কুলেশান এবং
প্রি-লোডিং ব্যাবস্থা অনুসারে দুই ধরনের হয়ে থাকে। আবার বলের সার্কুলেশান অনুসারে বল-স্ক্রুগুলি
তিন প্রকারের হয়, এগুলি হল রিটার্ন পাইপ ও রিটার্ন পিস টাইপ (Return
pipe and Return piece type), ডিফ্লেক্টর টাইপ
(Deflector Type) এবং এন্ড ক্যাপ টাইপ (End Cap type)।
এছাড়া প্রি-লোডিং ব্যাবস্থা অনুসারেও বল-স্ক্রুগুলিকে তিন ভাগে
ভাগ করা যায়, এগুলি হল ডাবল নাট মেথড (Double Nut method),
অফসেট প্রি-লোডিং (Offset Preloading),এবং কন্সট্যান্ট প্রেশার প্রি-লোডিং (Constant pressure Preloading)। নিচে বিভিন্ন ধরনের কয়েকটি বল-স্ক্রু এর ছবি দেওয়া হল।

৩। বিয়ারিংস
বিয়ারিংস বিভিন্ন
ধরনের হয়ে থাকে, তবে এই অধ্যায়ে শুধুমাত্র CNC মেশিনে বহুল ব্যাবহৃত বিভিন্ন ধরনের “অ্যান্টি ফ্রিকশান বিয়ারিংস” সম্বন্ধেই কেবলমাত্র আলোচনা করা হয়েছে।
অ্যান্টি ফ্রিকশান বিয়ারিংস কাকে বলে? - অ্যান্টি ফ্রিকশান বিয়ারিংসকে সাধারনত রোলিং কন্টাক্ট বিয়ারিংসও বলা হয়। এই ধরনের বিয়ারিংস রোটেটিং সারফেস এবং স্টেশনারি সারফেসের মধ্যে খুব কম ফ্রিকশান তৈরি করে এবং এগুলি সাধারনত খুব শক্ত ( Hardened ) রোলিং এলিমেন্ট যেমন বল বা রোলার এবং রেস (Race) এর সাহায্যে তৈরি করা হয়। রেস হল বিয়ারিং এর সারফেস যা কিনা রোলিং এলিমেন্টগুলিকে ঘোরার সময় উপযুক্ত সাপোর্ট দিয়ে থাকে। অ্যান্টি ফ্রিকশান বিয়ারিংসে রোলিং এলিমেন্ট এবং রেস এর মধ্যে যেহেতু খুবই কম ফ্রিকশান থাকে তাই এক্ষেত্রে সাধারনত খুবই কম লুব্রিকেশানের প্রয়োজন হয়। এই ধরনের বিয়ারিংস সাধারনত CNC মেশিনের স্পিন্ডলে ব্যাবহৃত হয়। যে সমস্ত CNC মেশিনের স্পিন্ডলকে হাই স্পিডে এবং হাই লোডে কাজ করানোর প্রয়োজন হয়, সেক্ষেত্রে প্রয়োজন অনুযায়ী বিভিন্ন ধরনের অ্যান্টি ফ্রিকশান বিয়ারিংস ব্যাবহার করা হয়।
যে কোন ধরনের
বিয়ারিংসেই কিছু অ্যাক্সিয়াল ও রেডিয়াল ক্লিয়ারেন্স থেকে থাকে। যখন এই ধরনের বিয়ারিংস মেশিনের স্পিন্ডলে বা অ্যাক্সিসে লাগানো হয়, তখন এই অ্যাক্সিয়াল ও রেডিয়াল ক্লিয়ারেন্সের ফলে স্পিন্ডলের
এবং অ্যাক্সিসের অ্যাকুইরেসিতে বিঘ্ন ঘটায়। এই অসুবিধা দূর করার জন্য বিয়ারিংসকে প্রি-লোডিং (Pre
loading) করার প্রয়োজন হয়। এবং এই ব্যাবস্থায় বিয়ারিংসের উপর আগে থেকে একটি
অ্যাক্সিয়াল থ্রাস্ট লোড দেওয়া হয় যাতে ওই অ্যাক্সিয়াল ও রেডিয়াল প্লে দূর করা যায়।
রোলিং কন্টাক্ট বিয়ারিংস কি কি কম্পোনেন্টের সমন্বয়ে তৈরি? - একটি রোলিং কন্টাক্ট বিয়ারিংস সাধারনত যে যে কম্পোনেন্টের সমন্বয়ে তৈরি হয়, সেগুলি হল ইনার এবং আউটার রিং, রোলিং এলিমেন্ট এবং কেজ। ইনার এবং আউটার রিং বিয়ারিং এর রোলিং এলিমেন্টগুলিকে গাইড করে থাকে, অর্থাৎ রোলিং এলিমেন্ট যেমন বল বা রোলার ঐ ইনার এবং আউটার রিং এর মধ্যে ঘুরতে সক্ষম। এছাড়া ইনার এবং আউটার রিং বিয়ারিং এর উপর প্রদত্ত অ্যাক্সিয়াল লোডকেও ঘুর্ননের দিকে চালনা করে থাকে। আগেই বলা হয়েছে বিয়ারিং এর রোলিং এলিমেন্ট বিভিন্ন ধরনের হতে পারে, যেমন বল বা রোলার। গঠন অনুযায়ী রোলার আবার বিভিন্ন ধরনের হতে পারে যেমন সিলিন্ড্রিক্যাল রোলার, নিডল রোলার, টেপারড রোলার, সিমেট্রিক্যাল ব্যারেল রোলার, অ্যাসিমেট্রিক্যাল ব্যারেল রোলার ইত্যাদি। বিয়ারিং এর কেজও খুবই গুরুত্বপুর্ন ভূমিকা পালন করে। এটি রোলিং এলিমেন্টগুলিকে একে অন্যের থেকে সরিয়ে রাখে, যাতে কিনা রোলিং এলিমেন্টগুলির নিজেদের মধ্যে ঘর্ষণ না হয়। এছাড়া রোলিং এলিমেন্টগুলিকে সমদূরত্বে সরিয়ে রাখে যাতে বিয়ারিং এর উপর প্রদত্ত লোড ইউনিফর্ম হয়। বিয়ারিং এ সাধারনত মেটালিক, নন-মেটালিক ইত্যাদি বিভিন্ন ধরনের কেজ ব্যাবহৃত হয়ে থাকে। নিচে একটি বিয়ারিং ও তার বিভিন্ন অংশের ছবি দেওয়া হল।

রোলিং কন্টাক্ট বিয়ারিংসের প্রকারভেদ - সাধারনত বিভিন্ন ধরনের অ্যান্টি ফ্রিকশান রোলিং কন্টাক্ট বিয়ারিংস পাওয়া যায় এবং বিয়ারিং এর উপর কি ধরনের লোড
দেওয়া হবে তার উপর নির্ভর করে রোলিং কন্টাক্ট বিয়ারিংস দুই ধরনের হয়, এগুলি হল “রেডিয়াল
বিয়ারিংস” এবং “থ্রাস্ট
বিয়ারিংস”। রেডিয়াল বিয়ারিংসের নমিনাল কন্টাক্ট অ্যাঙ্গেল
সাধারনত ০ থেকে ৪৫ ডিগ্রী হয়, যেখানে থ্রাস্ট বিয়ারিংসের
নমিনাল কন্টাক্ট অ্যাঙ্গেল ৪৫ থেকে ৯০ ডিগ্রী হয়। নমিনাল কন্টাক্ট অ্যাঙ্গেল বলতে বোঝায় বিয়ারিং এর রোলিং
এলিমেন্টের এবং বিয়ারিং এর রেডিয়াল প্লেনের মধ্যেকার কৌণিক মান। নিচে দুই ধরনের বিয়ারিংসের ছবি দেওয়া হল।

আবার বিয়ারিং এর
রোলিং এলিমেন্টের উপর নির্ভর করেও রোলিং কন্টাক্ট বিয়ারিংস দুই ধরনের হয়, এগুলি হল “বল
বিয়ারিংস” এবং “রোলার
বিয়ারিংস”। বল বিয়ারিংস সাধারনত দুই ধরনের হয়ে থাকে, এগুলি হল “ডিপ
গ্রুভ বল বিয়ারিংস” এবং “অ্যাঙ্গুলার কন্টাক্ট” বল বিয়ারিংস। রোলার বিয়ারিংসের রোলারের গঠনের উপর নির্ভর করে
সাধারনত তিন ধরনের হয়ে থাকে, এগুলি হল “সিলিন্ড্রিক্যাল রোলার বিয়ারিংস”, “নিডল রোলার বিয়ারিংস” এবং “টেপারড
রোলার বিয়ারিংস”। নিচে উপরে উল্লিখিত বিভিন্ন ধরনের বিয়ারিংসগুলির ছবি দেওয়া হল।

বল স্ক্রু সাপোর্ট বিয়ারিং - বল-স্ক্রু সাপোর্ট বিয়ারিং-এর অভ্যন্তরীণ কনফিগারেশনটি
উচ্চ দৃঢ়তা, কম ড্র্যাগ টর্ক (drag
torque), মিনিমাম এক্সিয়াল রান-আউট, হাই RPM বা উচ্চ
চলমান গতি এবং দীর্ঘদিন চলার মত ডিজাইন করা হয়েছে। সাধারণত লোডিং ক্যাপাসিটি
অনুসারে এই বিয়ারিং দুটি, তিন, চার বা তার বেশি সেটে ব্যাবহার
করা হয়। এই বিয়ারিংগুলিকে 'ফেস
টু ফেস' বা 'ব্যাক
টু ব্যাক'-এ সাজানো যেতে পারে এবং এই
ধরনের বিয়ারিংগুলি এক্সিয়াল এবং রেডিয়াল উভয় দিক থেকেই লোডিং বল সামাল দিতে
সক্ষম এবং বিয়ারিং সেটের সংখ্যা বাড়িয়ে বল-স্ক্রু সাপোর্ট বিয়ারিংয়ের লোডিং
ক্ষমতাও বাড়ানো যেতে পারে, এবং বল-স্ক্রু
সাপোর্ট বিয়ারিং-এর কার্যকারিতাই হল বল-স্ক্রুকে তার সঠিক অবস্থানে পৌঁছাতে
সাহায্য করা। নিচের ছবিতে একজোড়া বল-স্ক্রু সাপোর্ট বিয়ারিং এবং কীভাবে সেগুলি
বল স্ক্রুর সাথে লাগানো থাকে তা দেখানো হয়েছে।

CNC মেশিনের স্পিন্ডলে বিয়ারিংসকে কিভাবে মাউন্ট করা হয় - CNC মেশিনের স্পিন্ডলে এক জোড়া বিয়ারিংসকে সাধারনত তিন
প্রকারে মাউন্ট করা হয়ে থাকে, এগুলি হল যথাক্রমে “Face to Face”, “Back to
back” এবং “Tandem”। এদের মধ্যে “Face to Face” স্পিন্ডল অ্যাসেম্বলিতে খুব কম
ব্যাবহার হয়, কিন্তু “Back to back” বিয়ারিং মাউন্টিং স্পিন্ডলে
সবথেকে বেশী দেখতে পাওয়া যায়, এবং এই ধরনের মাউন্টিং এর
ক্ষেত্রে স্পিন্ডলের ভালো অ্যাকুইরেসি ও রিজিডিটি পাওয়া যায়। এছাড়া CNC মেশিনের স্পিন্ডল অ্যাসেম্বলিতে কখনো কখনো “Tandem” মাউন্টিংও দেখা যায়। কিন্তু “Tandem” মাউন্টিং যেহেতু অ্যাক্সিয়াল এবং রেডিয়াল দুই দিকের লোড
নিতে পারে না, তাই এক্ষেত্রে স্পিন্ডলে আরও দুটি বিয়ারিংস ব্যাবহার
করতে হয়। নিচে বিয়ারিংসের উপর প্রদত্ত দুই
ধরনের লোড এবং বিয়ারিংসের তিন ধরনের মাউন্টিং
এর ছবি দেওয়া হল।

বিয়ারিংসের প্রি-লোডিং কাকে বলে? - সাধারনত কোন মুভিং এলিমেন্টের উভয়দিকে মুভমেন্টের (Bi-directional movement) সময় যাতে কোনরকম ব্যাকল্যাশ ( Backlash) উৎপন্ন না হয়, তার জন্য বিয়ারিংসের প্রি-লোডিং করার প্রয়োজন হয়। নিচের ছবিতে একটি ডাবল নাট প্রি-লোডিং সিস্টেম দেখানো হয়েছে। এই ব্যাবস্থায় একটি প্লেট বা স্পেসারকে দুটি নাটের মধ্যে বসানো হয় এবং নাটদুটিকে এমন টেনশান লোডে টাইট দেওয়া হয় যাতে কিনা তা ম্যাক্সিমাম অপারেটিং লোডের থেকে বেশী হয়। এই ব্যাবস্থার ফলে একদিকের বিয়ারিংসের বলগুলি বলস্ক্রুর থ্রেডকে একদিকে চেপে ধরে ও অপরদিকের বিয়ারিংসের বলগুলি বলস্ক্রুর থ্রেডের বিপরিত দিককে চেপে ধরে (নিচের ছবিতে দ্রষ্টব্য)।

৪। স্পিন্ডল হেডস্টক
স্পিন্ডল হেডস্টক হল
স্পিন্ডল ড্রাইভ মোটর এবং স্পিন্ডলের মধ্যেকার পাওয়ার ট্রান্সমিশন ও স্পিন্ডলে টুল ক্ল্যাম্প এবং আনক্ল্যাম্পের জন্য একটি
সম্পুর্ন ব্যাবস্থা। CNC মেশিনে স্পিন্ডল হেডস্টক সাধারনত ভার্টিক্যাল
অ্যাক্সিসের সাথে লাগানো থাকে এবং ভার্টিক্যাল অ্যাক্সিসকে চালনা করিয়ে স্পিন্ডল
হেডস্টককেও চালনা করা হয়। এটিকে নিম্নলিখিত কতগুলি
এলিমেন্টের সমন্বয়ে তৈরি করা হয়ে থাকে।

স্পিন্ডল ড্রাইভ মোটর - CNC মেশিনে সাধারনত স্পিন্ডল ড্রাইভ মোটর হিসাবে সার্ভো মোটর ব্যাবহার করা হয়। স্পিন্ডল ড্রাইভ মোটরের রেটিং নির্ভর করে থাকে মেশিনের স্পিন্ডলে কতটা টর্ক প্রয়োজন তার ওপর। যদি মেশিনে হেভি মেটিরিয়াল কাটার প্রয়োজন হয় তবে হাই ক্যাপাসিটির স্পিন্ডল মোটর ব্যাবহার করার প্রয়োজন হয়। CNC মেশিনে সাধারনত উচ্চ স্পিন্ডল পাওয়ার (high spindle power) এবং বিস্তৃত স্পীড রেঞ্জ (wide speed range) মোটর ব্যাবহার করা হয়। কখনো কখনো চাহিদা অনুযায়ী স্পিন্ডল স্পীড পাওয়ার জন্য দুই বা তিন স্টেপের গীয়ার বক্সও স্পিন্ডল মোটরের সাথে ব্যাবহার করা হয়। তবে বেশীরভাগ CNC মেশিনেই স্পিন্ডল মোটরের সাথে গীয়ার বক্সের বদলে সরাসরি টাইমিং বেল্টের সাহায্যে স্পিন্ডলকে চালানো হয়।
স্পিন্ডল - মেশিনে
কাটিং টুল যার মধ্যে ক্ল্যাম্প এবং ঘুরন্ত অবস্থায় ওয়ার্কপিস থেকে মেটেরিয়াল রিমুভ
করে, তাকে স্পিন্ডল বলা হয়। CNC মেশিনে ওয়ার্কপিস থেকে মেটেরিয়ালকে রিমুভ করার জন্য সাধারনত
সিঙ্গল পয়েন্ট বা মাল্টি পয়েন্ট কাটিং টুলের রোটেশনাল স্পীডের প্রয়োজন হয়, যেটা কিনা মোটামুটি ৩০ থেকে ৬০০০ rpm বা কখনো কখনো তার থেকেও বেশী হয়ে থাকে। এর ফলে এই স্পীডে কাটিং টুলের সাথে লাগানো স্পিন্ডলের মধ্যে
টর্সনাল (torsional) এবং রেডিয়াল (radial) দুটি বিচ্যুতিই (deflections) অনুভূত হয়। এছাড়াও মেশিনে কি ধরনের কাজ হচ্ছে তার ওপর নির্ভর করে
স্পিন্ডলের ওপর কম বা বেশী একটি থ্রাস্ট ফোর্সও (thrust forces) কাজ করে থাকে। তাই স্পিন্ডলের গঠন এমন করা হয় যাতে এই সকল থ্রাস্ট এবং লোড
সহন করা যায়। নিচে CNC মেশিনে ব্যাবহৃত একটি স্পিন্ডলের ভিতরের অংশের ছবি দেওয়া হল।

উপরের ছবি থেকে বোঝা
যাচ্ছে যে একটি স্পিন্ডল তিনটি মুখ্য অংশ দিয়ে তৈরি হয়। এগুলি হল স্পিন্ডল হাউজিং, স্পিন্ডল নোজ এবং বিয়ারিংস। স্পিন্ডল হাউজিং এর ভেতর স্পিন্ডল নোজকে বিয়ারিংসের
সাহায্যে ফিটিং করা হয়, যাতে কিনা স্পিন্ডল নোজ স্পিন্ডল হাউজিং এর ভেতর কোনরকম
ফ্রিকশান ছাড়াই সাবলীলভাবে ঘুরতে পারে। CNC মেশিনের বিভিন্ন কাটিং টুলের হোল্ডার এই স্পিন্ডল নোজের মধ্যেই
ঠিক ঠিক মাপে বসতে পারে। CNC মেশিনের কাটিং টুলের হোল্ডারের পিছনের অংশের টেপার (taper) ডিজাইনের উপর নির্ভর করে স্পিন্ডলের নোজও বিভিন্ন রকমের হয়ে
থাকে। যেমন BT-50, ISO-50, BT-40, ISO-45 ইত্যাদি।
স্পিন্ডল নোজ যার সাহায্যে স্পিন্ডল হাউজিং এর মধ্যে দৃঢ়ভাবে বসানো থাকে সেটি হল স্পিন্ডল বিয়ারিংস। এবং এই স্পিন্ডল বিয়ারিংসই হল একটি স্পিন্ডলের সবথেকে গুরুত্বপুর্ন এলিমেন্টস। CNC মেশিনের স্পিন্ডলের দৃড়তা বাড়াতে ও টর্সনাল, রেডিয়াল এবং থ্রাস্ট ফোর্সকে কম করতে স্পিন্ডল বিয়ারিংস একটি গুরুত্বপুর্ন ভূমিকা পালন করে থাকে। স্পিন্ডলে সাধারনত অ্যাঙ্গুলার কন্টাক্ট বিয়ারিংস ব্যাবহার করা হয় এবং এটি স্পিন্ডলকে অ্যাক্সিয়ালি এবং রেডিয়ালি সাপোর্ট দিয়ে থাকে।
গীয়ার শিফটিং মেকানিজম - গীয়ার শিফটিং মেকানিজম কখনও কখনও CNC মেশিনের স্পিন্ডলে ব্যাবহার করা হয় সাধারানত স্পিন্ডলের স্পীড কম বা বেশী করার জন্য, এবং তার সাথে স্পিন্ডল মোটরের শ্যাফটের ওপর প্রযুক্ত লোড ইনারশিয়াও (load inertia ) কম করার জন্য। CNC মেশিনে সাধারনত দুই বা তিন স্টেপের গীয়ার রেঞ্জ ব্যাবহার করা হয় প্রয়োজনীয় স্পীড পাওয়ার জন্য। গীয়ার শিফটিং মেকানিজমে একটি হাইড্রোলিক সিলিন্ডারকে, যা কিনা মেশিনের হাইড্রোলিক সিস্টেম প্রেসারে কাজ করে, CNC সিস্টেমের কমান্ডের সাহায্যে চালনা করে প্রয়োজনীয় গীয়ার চেঞ্জ করা হয়। তবে বর্তমানে CNC মেশিনের স্পিন্ডলে গীয়ার শিফটিং মেকানিজম প্রায় থাকে না বললেই চলে।
পাওয়ার ড্র বোল্ট ফর টুল ক্ল্যাম্প অ্যান্ড আনক্ল্যাম্প মেকানিজম - পাওয়ার ড্র বোল্ট হল সবচেয়ে প্রয়োজনীয় একটি মেকানিক্যাল এলিমেন্ট যা কিনা একটি CNC মেশিনে ব্যাবহার করা হয় অটোমেটিক টুল চেঞ্জ (automatic tool change) বা ATC ফাংশানকে সম্পন্ন করার জন্য। মেশিনের স্পিন্ডলের মধ্যে একটি ড্র-বার এবং ক্যাম (Drawbar and CAM) মেকানিজম থাকে যেটা কিনা টুল হোল্ডারকে স্পিন্ডলের মধ্যে ক্ল্যাম্প করতে সাহায্য করে। টুল হোল্ডারের পেছনে একটি টুল হোল্ডার রিটেনশান বা “পুল স্টাড” (pull stud) থাকে যেটা টুল হোল্ডারকে স্পিন্ডলের টেপার অংশের মধ্যে দৃড়ভাবে আটকে থাকতে সাহায্য করে এবং স্পিন্ডল থেকে টুলকে বেরিয়ে আসতে দেয় না। টুল হোল্ডারকে স্পিন্ডলের মধ্যে ক্ল্যাম্প করা হয় কতগুলি নির্দিষ্ট সংখ্যক schnorr স্প্রিং বা disc স্প্রিং এর সাহায্যে। এই স্প্রিংগুলি সম্পূর্ণ শক্তিতে টুল হোল্ডারকে স্পিন্ডলের টেপার অংশের মধ্যে দৃড়ভাবে টেনে রাখে। টুল হোল্ডারকে স্পিন্ডল থেকে আনক্ল্যাম্প করার জন্য সাধারনত একটি আনক্ল্যাম্প সিলিন্ডার, হাইড্রোলিক প্রেশারের সাহায্য disc স্প্রিং টেনশনের বিপরিতে এবং পাওয়ার ড্র বোল্টের ঠিক পেছনে চাপ দেয়, ফলে টুল হোল্ডার স্পিন্ডল থেকে সহজেই আলাদা হয়ে যায়। পূর্বে দেওয়া স্পিন্ডলের ছবিতে পাওয়ার ড্র বোল্ট এবং স্পিন্ডলের টুল ক্ল্যাম্প আনক্ল্যাম্প মেকানিজম সুন্দরভাবে দেখানো হয়েছে।
স্পিন্ডল ওরিয়েন্টেশন মেকানিজম - CNC মেশিনের স্পিন্ডলে এই ব্যাবস্থাটি করা হয় মেশিনে অটোমেটিক
টুল চেঞ্জিংএর সময় স্পিন্ডলকে একটি নির্দিষ্ট অবস্থানে থামিয়ে রাখার জন্য এবং এই ব্যাবস্থাটি স্পিন্ডলের ঠিক সামনের দিকে থাকে। স্পিন্ডল যখন থেমে থাকে তখন একটি ছোট পিস্টন স্পিন্ডলের সাথে লাগানো একটি রিংএর
মধ্যের ছোট গর্তের (small notch) মধ্যে ঢুকে যায় এবং স্পিন্ডলকে
একটি নির্দিষ্ট অবস্থানে থামিয়ে রাখে যাতে কিনা টুল চেঞ্জিংএর সময় স্পিন্ডলের কোন
নড়াচড়া না হয়। স্পিন্ডলের এই অবস্থানটিকে বলা হয় স্পিন্ডল কি লক
কন্ডিশান (spindle key lock condition)। এখানে একটি প্রক্সিমিটি সেন্সরও ব্যাবহার করা হয়, যেটা কিনা নির্দেশ করে যে স্পিন্ডল কি-লক ঠিকমতোই সম্পন্ন
হয়েছে বা স্পিন্ডল কি-লকটি নিজের যায়গাতেই আছে। বর্তমানে কিছু CNC মেশিনে স্পিন্ডল কি লক কন্ডিশানের জন্য স্পিন্ডল
সার্ভো মোটরের সার্ভো লক আবস্থাকেই কাজে লাগানো হয়, এবং সেই ক্ষেত্রে আগে বর্ননা করা ব্যাবস্থা সেখানে থাকে না।
৫। ইন্টিগ্রাল স্পিন্ডল
সাধারন স্পিন্ডলে
রোটেশানাল মুভমেন্টের জন্য সার্ভো মোটর এবং টাইমিং বেল্টের সাহায্যে স্পিন্ডলের
পুলির সংযোগ করা থাকে। ফলে সার্ভো মোটরের ঘোরার সাথে
সাথে স্পিন্ডলও ঘুরতে থাকে। ইন্টিগ্রাল স্পিন্ডলে কোন রকম টাইমিং বেল্ট থাকে না। এখানে মোটর এবং স্পিন্ডল একই ইউনিটের মধ্যে
অ্যাসেম্বল করা হয় এবং এই ব্যাবস্থার ফলে ইন্টিগ্রাল স্পিন্ডলের সাহায্যে হাই rpm পাওয়া সম্ভব হয়। যে সমস্ত CNC মেশিনের স্পিন্ডলে 10000 বা তার বেশী rpm এর প্রয়োজন হয়, সেখানে এই ধরনের স্পিন্ডল ব্যাবহৃত হয়ে থাকে। ইন্টিগ্রাল স্পিন্ডলে মোটর এবং স্পিন্ডল একই ইউনিটের
মধ্যে অ্যাসেম্বল করার ফলে এক্ষেত্রে স্পিন্ডল ঘোরার সময় নয়েজও খুব কম হয়। এই ধরনের স্পিন্ডলে সাধারনত স্পিন্ডল কুলিং
ব্যাবস্থাও থাকে। সাধারন স্পিন্ডলের তুলনায় এই ধরনের স্পিন্ডলের দাম
সাধারনত অনেক বেশী হয়। নিচে একটি ইন্টিগ্রাল স্পিন্ডলের ভিতরের অংশের ছবি দেওয়া হল।



কোন মন্তব্য নেই:
একটি মন্তব্য পোস্ট করুন